Uwaga: Tester w najnowszej wersji sprzedażowej może się nieznacznie różnić wyglądem od pokazanego na tym zdjęciu.
Tester Inwerterów w wersji C jest oparty na konstrukcji wersji A i uzupełniony o dodatkowy układ testowania komunikacji pomiędzy jednostką wewnętrzną a jednostką zewnętrzną klimatyzacji. Jest on również uniwersalnym narzędziem przydatnym przy sprawdzaniu działania przede wszystkim takich elementów napędów (w tym HVAC) jak: Inwertery (falowniki / sterowniki silników np. kompresorów lub wentylatorów), dotyczy to zarówno sterowników napędów trójfazowych, jak i jednofazowych, prądu przemiennego (AC) oraz zmiennego i stałego (DC).
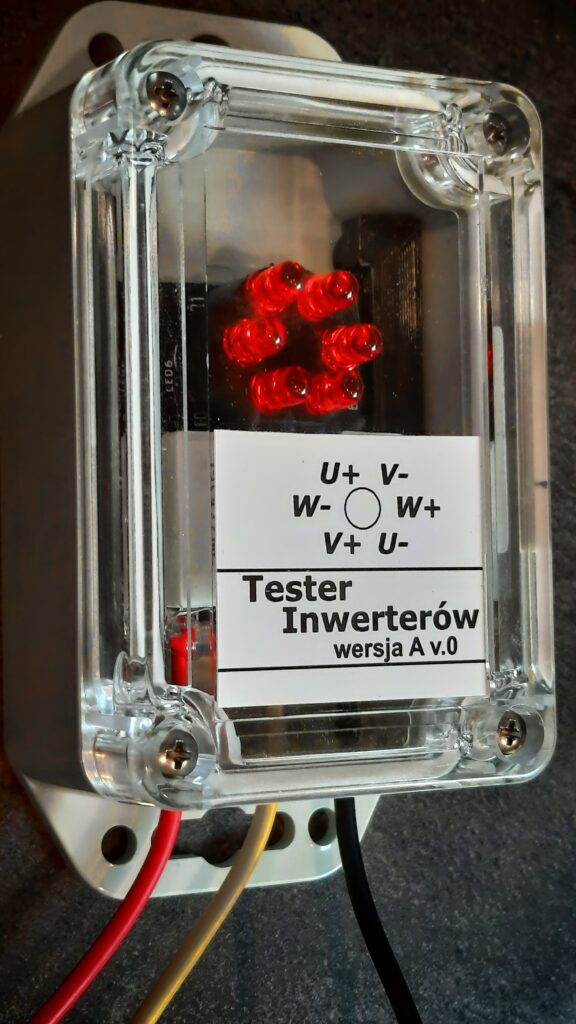
Konstrukcja urządzenia. Tester składa się z obudowy, w której umieszczonych jest łącznie 8 diod LED (6 czerwonych wskazujących wyniki testów obwodów jedno i trójfazowych i 2 zielone, które wskazują wyniki testów komunikacji), oraz zakończonych „krokodylkami” 5 przewodów przyłączeniowych służących do podłączania się do sprawdzanego obwodu (3 w kolorach czerwonym, żółtym i czarnym do testów obwodów jedno i trójfazowych oraz 2 w kolorach czerwonym i czarnym opisanych jako „DATA+” i „DATA-” do testów komunikacji).
Sprawdzanie obwodów trójfazowych. Tester przyłączamy zgodnie z opisami umieszczonymi na kablach, tzn. przewód „U” łączymy z wyjściem inwertera oznaczonym jako „U” lub z zaciskiem zasilania trójfazowego AC oznaczonym jako „L1” lub „R”, przewody „V” i „W” również łączymy w analogiczny sposób z odpowiednimi zaciskami tego samego obwodu.
Sprawdzanie obwodów jednofazowych. W tym przypadku przewód testera oznaczony jako „U” podłączamy do zacisku zasilania AC oznaczonym w badanym urządzeniu jako „L” lub zacisku napięcia stałego DC oznaczonym jako „+” lub „DC+” lub „P+”. Natomiast przewód testera oznaczony jako „V” podłączamy do zacisków oznaczonych jako „N” w obwodach AC lub „-” albo „DC-” albo „N” w obwodach prądu stałego DC. Zacisk testera oznaczony jako „W” musi zawsze pozostawać niepodłączony.
Uwaga !
Przewód testera oznaczony jako „W” we wszystkich pomiarach jednofazowych nie może być podłączany do żadnego obwodu. Proszę być pewnym, że nie zwiera on się z żadną częścią metalową, mogącą przewodzić prąd elektryczny.
Czas pracy ciągłej testera przyłączonego do obwodu pod napięciem nie powinien przekraczać 15minut.
Wyniki sprawdzania obwodów Testerem Inwerterów. Poprawny wynik podczas sprawdzania obwodów testerem pokazano w tabeli poniżej.
Rodzaj testowanego obwodu
Podłączone zaciski
Poprawne wskazania testera
Trójfazowy AC
U, V, W
Wszystkie LED świecą
Jednofazowy AC
U, V
4 LED świecą (U+,U-,V+,V-)
Jednofazowy DC
U, V
2 LED świecą * (U+,V- lub U-, V+)
* w zależności od polaryzacji napięcia DC
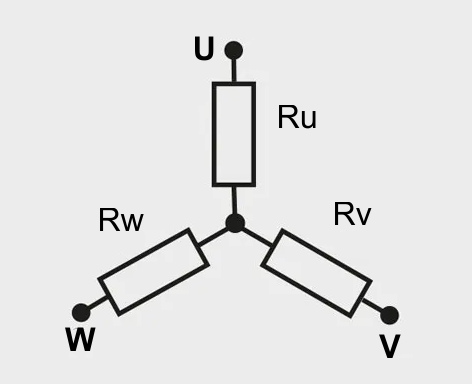
Aby uzyskać poprawne wyniki pomiaru, w sprawdzanym obwodzie musi występować napięcie większe od 100VDC i nie może ono przekraczać 400VAC (600VDC). Świecenie diod LED podczas testowania obwodów trójfazowych jest równoznaczne z przepływem prądu w danej gałęzi, tak jakby odbiorniki były połączone w „gwiazdę” (patrz rys. poniżej).
Podłączenie testera jest równoznaczne połączeniu odbiorników w „gwiazdę”.
Możliwe jest przyłączanie testera równolegle z silnikiem lub innym odbiornikiem prądu w celu bieżącego monitorowania zasilania tego odbiornika.
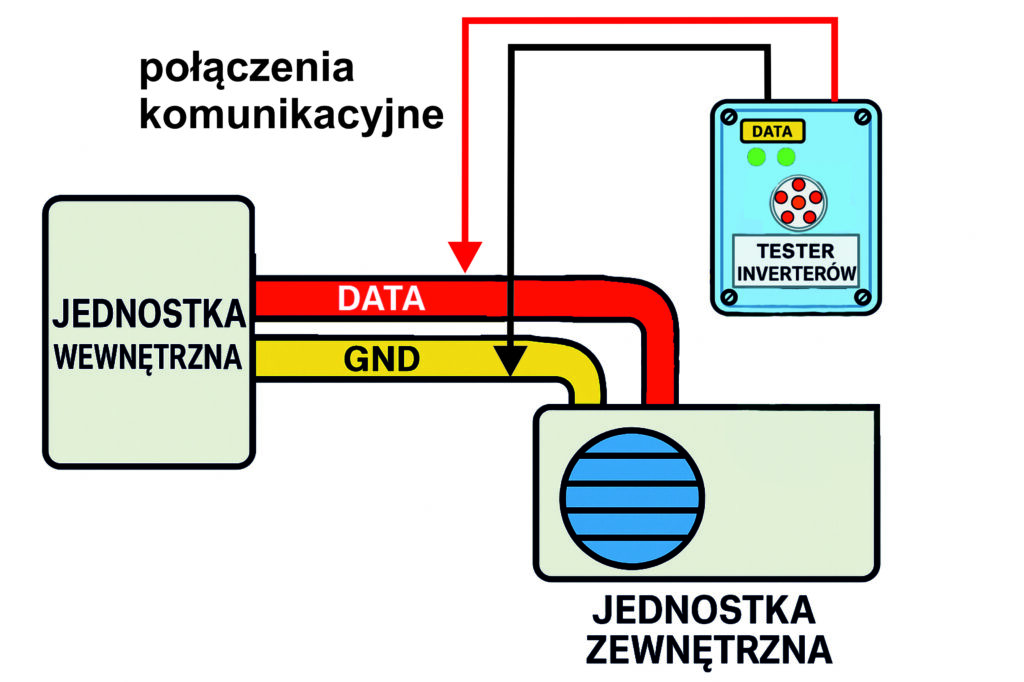
Testowanie komunikacji (DATA Testing).
Sprawdzanie komunikacji pomiędzy jednostkami zewnętrzną a wewnętrzną i odwrotnie odbywa się po przyłączeniu dwóch dodatkowych przewodów (czarnego i czerwonego) oznaczonych jako „DATA+” i „DATA-„, kolejno do zacisków komunikacyjnych „DATA” (lub Communication) po stronie jednostki wewnętrznej lub zewnętrznej i zacisku neutralnego „N”*. Przy czym nie ma tu znaczenia który z przewodów będzie podłączony do którego zacisku. Obrazuje to schematycznie rysunek poniżej.
*) Niekiedy lepsze wyniki testu daje podłączenie testera do zacisku „DATA” oraz zacisku fazowego „L”.
Przyłączenia przewodów „DATA+” i „DATA-” dokonujemy przy odłączonym zasilaniu jednostek. Włączenie zasilania przy sprawnej komunikacji powinno spowodować migotanie na Testerze zielonych kontrolek LED oznaczonych żółtą naklejką „DATA”. Brak takiego objawu może sugerować nieprawidłowe działanie układów komunikacji, które to składają się z elementów wewnątrz jednostek klimatyzacji oraz kabla połączeniowego pomiędzy nimi. W takim przypadku należy wyłączyć zasilanie klimatyzacji i za pomocą dostępnych metod pomiarowych (np. omomierz) zbadać ciągłość wszystkich przewodów kabla łączącego jednostkę wewnętrzną z zewnętrzną, ze szczególnym uwzględnieniem zwarć i doziemień poszczególnych jego żył. W razie wątpliwości co do stanu tego kabla należy dokonać jego wymiany w całości.
Czas testowania komunikacji testerem nie powinien przekraczać 10minut.
Uwaga !
Zachowaj wzmożoną ostrożność – pracujesz z napięciami niebezpiecznymi dla Twojego zdrowia i życia. Przed przyłączaniem testera upewnij się, że w testowanym obwodzie nie występuje napięcie (do tego celu służą certyfikowane przyrządy sprawdzające). Na czas pracy zabezpiecz siebie i otoczenie przed działaniem wysokiego napięcia, zwłaszcza kiedy pracujesz na wysokości i/lub na mokrej powierzchni. Używaj środków ochrony osobistej i zawsze dbaj o stosowanie zasad BHP, które m.in. dotyczą pracy z niebezpiecznym dla życia napięciem.
Pamiętaj !
Wszystko co robisz, robisz na własną ODPOWIEDZIALNOŚĆ. Twoje decyzje mogą mieć nieodwracalny skutek – zachowaj maksymalną ostrożność !
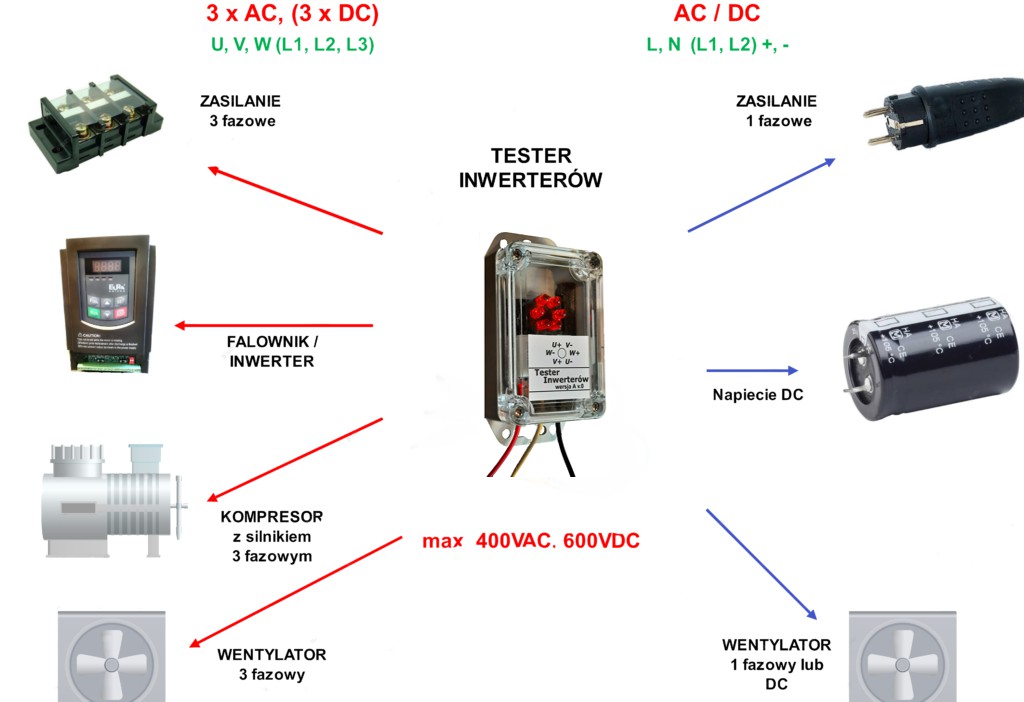
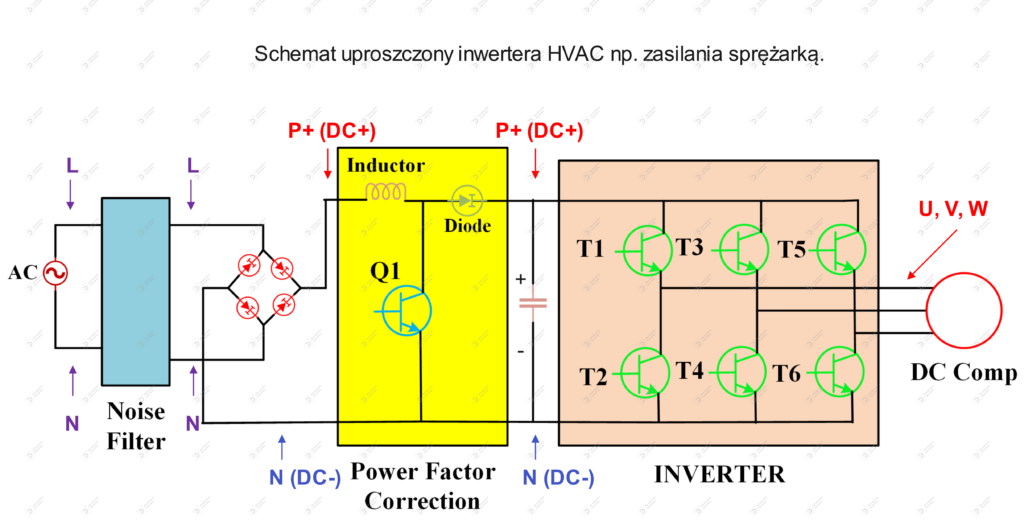
Przykład testowania obwodów AC i DC jednostki zewnętrznej klimatyzatora.
Poprawny wynik wszystkich testów w obwodach oznaczonych strzałkami sugeruje poprawne działanie sterowania silnikiem sprężarki. Jeśli nadal występują nieprawidłowości w pracy sprężarki, najprawdopodobniej jest ona uszkodzona. Analogiczny układ jak poniższy, może występować także w przypadku sterowania wentylatorem / wentylatorami.
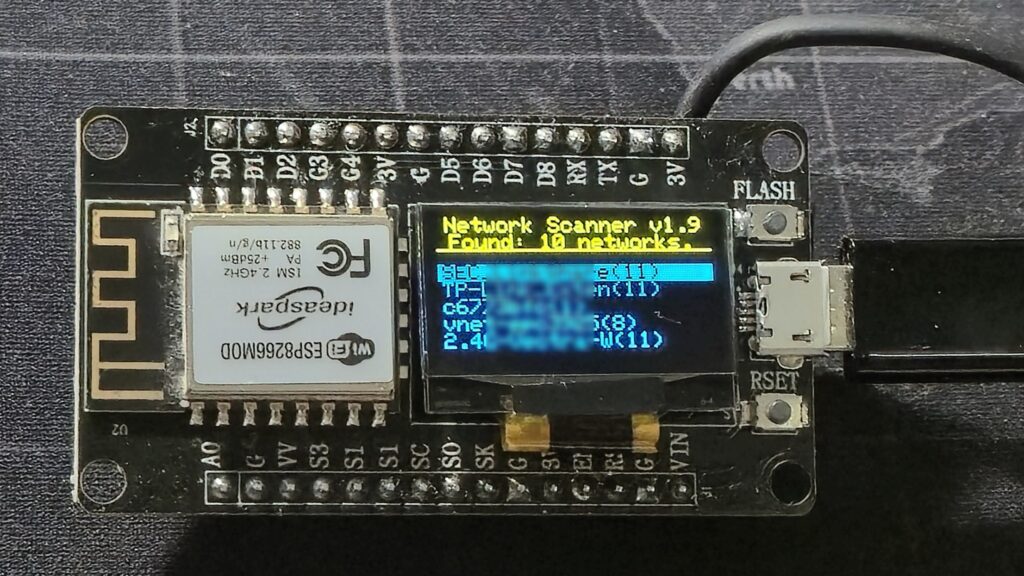
Skaner sieci WiFi z modułem ESP8266 i wyświetlaczem SSD1306 OLED 0,96″
Przedstawiony tu Skaner sieci WiFi pokazuje w tabeli skrócone nazwy (SSID) wszystkich aktywnych sieci WiFi uszeregowanych według ich mocy oraz numer kanału, na którym pracuje każda z nich. Dodatkowo po wybraniu dowolnej sieci za pomocą dołączonego enkodera można odczytać pełną nazwę SSID i dokładną moc w dB. Dłuższe naciśnięcie przycisku enkodera wykonuje ponowne zeskanowanie dostępnych sieci.
Informacje o numerze kanału i mocy zeskanowanych sieci mogą wydatnie pomóc w odpowiedniej konfiguracji sieci, zwłaszcza przy ich mocnym zagęszczeniu na niewielkiej powierzchni, tak aby uniknąć wzajemnego zakłócania się ruterów i repeaterów WiFi.
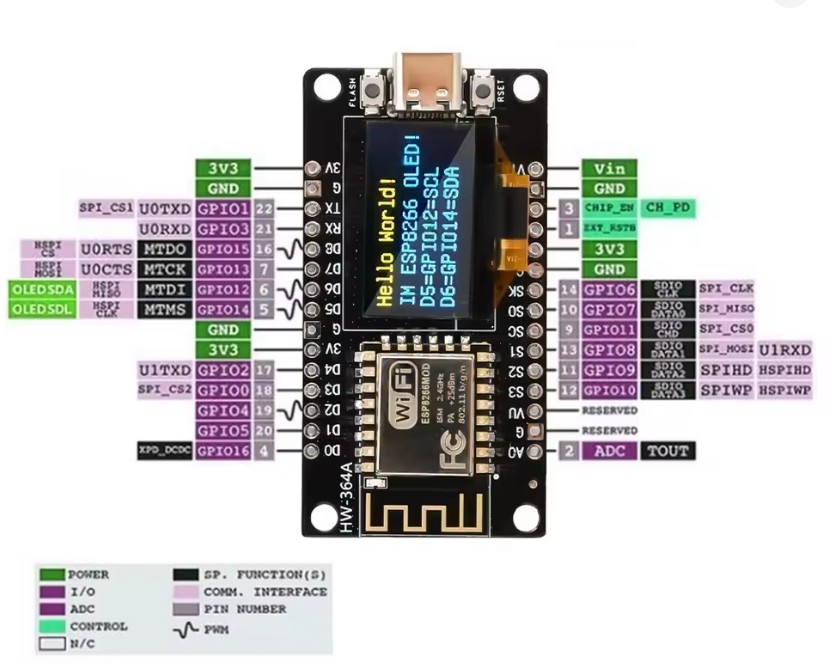
Skaner sieci WiFi to projekt zrealizowany na bazie taniego i powszechnego, kompatybilnego z NODEMCU, modułu WiFi z mikroprocesorem ESP8266. W oryginalnym wykonaniu zastosowano moduł „Ideaspark” wyposażony fabrycznie w mały (0,96 calowy) wyświetlacz OLED o rozdzielczości 128 x 64 piksele, pracujący w kolorach Yellow/Blue (pierwsze 20 linii wyświetlają się w kolorze żółtym, pozostałe w niebieskim), z popularnym procesorem graficznym SSD1306. Wyświetlacz pracuje w trybie I2C i jest na stałe podpięty do wyjść procesora ESP tak, że jego sygnał SDA=GPIO12 (D6), a SCL=GPIO14 (D5). Oczywiście nic nie stoi na przeszkodzie aby zastosować inny moduł NODEMCU z dołączanym wyświetlaczem według własnego uznania. Wymaga to jedynie zmian w oprogramowaniu, dotyczących inicjalizacji zastosowanego wyświetlacza.
Moduł ESP8266 & SSD1306 OLED 0,96″
Urządzenie jest zasilane poprzez gniazdo USB (w zależności od wersji modułu będzie to microUSB lub USB-C). Najlepsze wyniki dają moduły wyposażone w zewnętrzną antenę WiFi, jednak nie jest to konieczne.
Układ wyprowadzeń, czyli tzw. „pinologia” modułu użytego w projekcie jest przedstawiona poniżej.
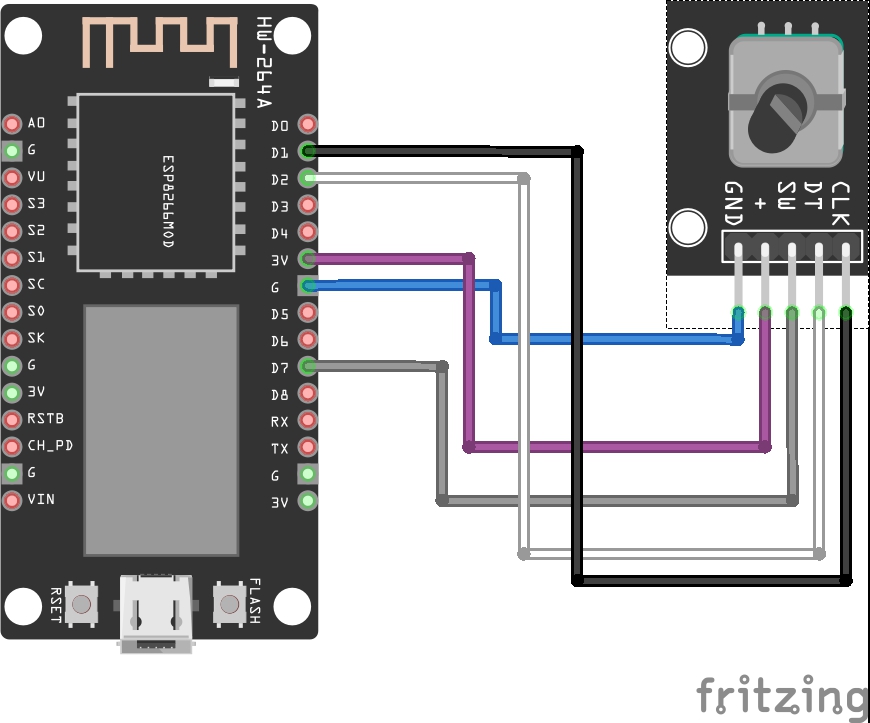
Ponieważ wyświetlacz OLED podpięty jest na stałe, poniżej pokazujemy podłączenia enkodera z przyciskiem.
Obudowa urządzenia została wydrukowana z tworzywa PLA na drukarce 3D, tak aby całość stanowiła miniaturową zwartą konstrukcję, odporną na uszkodzenia mechaniczne.
Prócz podstawowych funkcjonalności (skanowanie sieci, obsługa wyświetlacza OLED z zobrazowaniem danych, itp.) zawiera także wyświetlenie grafiki loga firmowego autora oraz obsługę i debouncing enkodera z przyciskiem.
Tester Inwerterów w wersji B (wersja oprogramowania v4.2) jest zmodernizowaną, mikroprocesorową wersją poprzedniego testera w wersji A. Testery w obydwóch wersjach są uniwersalnym narzędziem, przydatnym przy sprawdzaniu działania przede wszystkim takich elementów napędów (w tym HVAC) jak: Inwertery (falowniki / sterowniki silników np. kompresorów lub wentylatorów), dotyczy to zarówno sterowników napędów trójfazowych, jak i jednofazowych, prądu przemiennego (AC) oraz zmiennego i stałego (DC). Różnica polega na tym, że w wersji B można dodatkowo oglądać wyniki „zapamiętane” w czasie testowania, co daje możliwość testowania nawet bardzo krótkich sygnałów podawanych przez inwerter na silnik (np. w lodówkach, lub innym sprzęcie AGD oraz HVAC). Jest to ważne, gdyż większość inwerterów (np. wszystkich lodówek) w razie ewentualnej awarii podaje zasilanie na kompresor jedynie przez bardzo krótką chwilę, po czym uruchamia zabezpieczenie wyłączające to zasilanie, w celu zabezpieczenia przed zniszczeniem obwodów elektronicznych inwertera i/lub uzwojeń samego kompresora. Ponieważ tester w wersji B jest wyposażony w mikrokontroler, wymaga on źródła zasilania prądu stałego. Obecnie dostępna jest opcja z zasilaniem akumulatorowym (akumulator LiPo) i zintegrowanym układem ładowania poprzez złącze USB-C.
Właściwości użytkowe.
Wykrywanie i zapamiętywanie krótkich impulsów z testowanego inwertera (w przeciwieństwie do wersji A, widoczne są impulsy przechwycone zanim jeszcze zadziała zabezpieczenie inwertera)
Obrazowanie w czasie rzeczywistym testowanych sygnałów oraz sygnałów już zapamiętanych
Kasowanie zapamiętanych impulsów
Wygodne zasilanie akumulatorowe
Usypianie i budzenie urządzenia jednym przyciskiem (ponieważ urządzenie jest zasilane akumulatorkiem LiPo, uśpienie go w czasie gdy nie jest używany wydłuża czas pracy na jednym ładowaniu ogniwa)
Łatwe podłączanie do testowanego obwodu dzięki zaciskom krokodylkowym
Szeroki zakres wykrywanych napięć w testowanych obwodach
Dodatkowy przycisk resetujący procesor testera
Tester umożliwia pracę w trudnych warunkach atmosferycznych
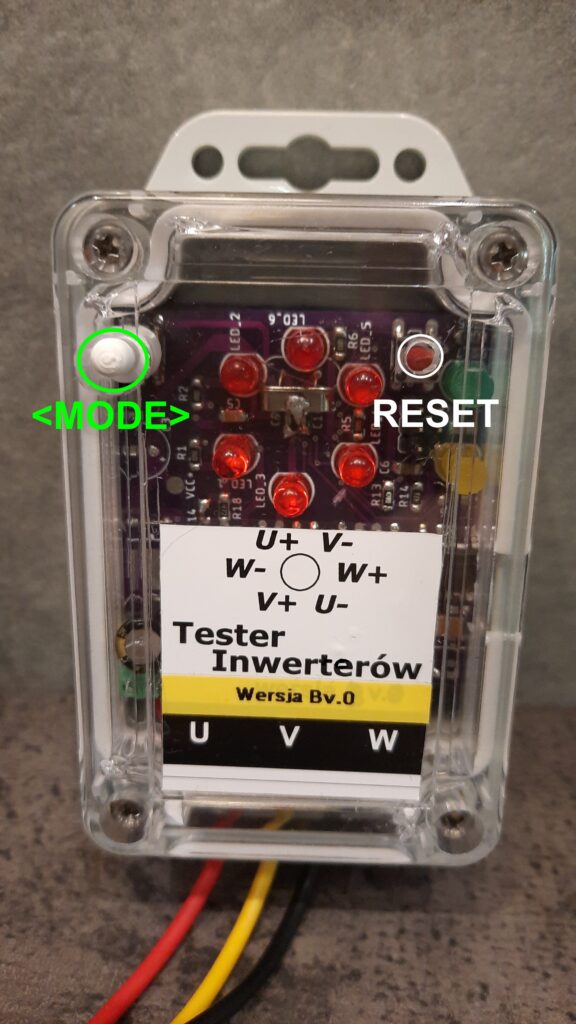
Konstrukcja urządzenia. Tester w wersji B składa się z obudowy, w której umieszczonych jest 8 różnokolorowych diod LED, z czego 6 czerwonych wskazuje wynik testu (ich świecenia sygnalizuje pobudzenie testowanym napięciem), zielona zaś sygnalizuje zasilanie a żółta gotowość do pracy oraz pozytywny wynik testu. Tester wyposażony jest w 3 zakończone „krokodylkami” przewody przyłączeniowe umożliwiające podłączenie testera do sprawdzanego obwodu.
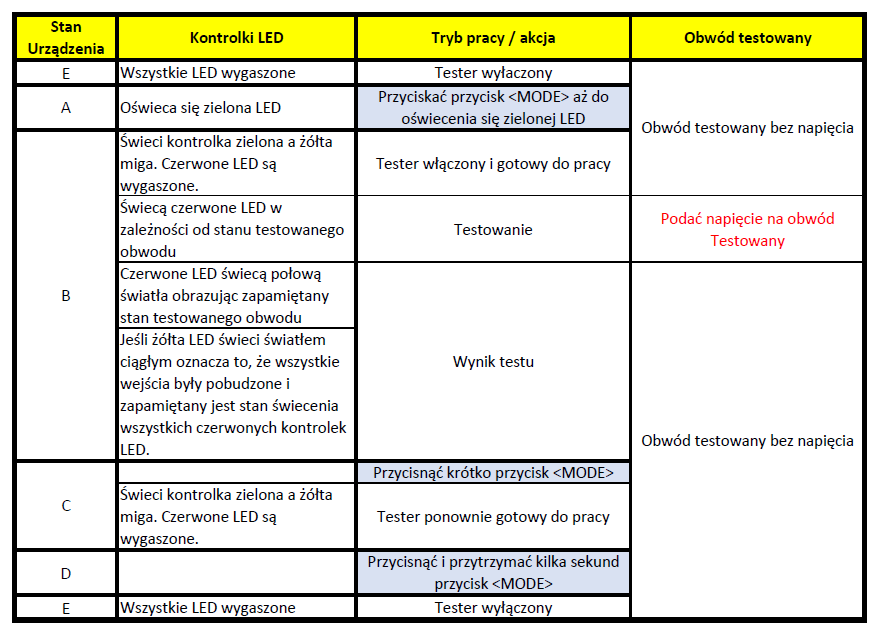
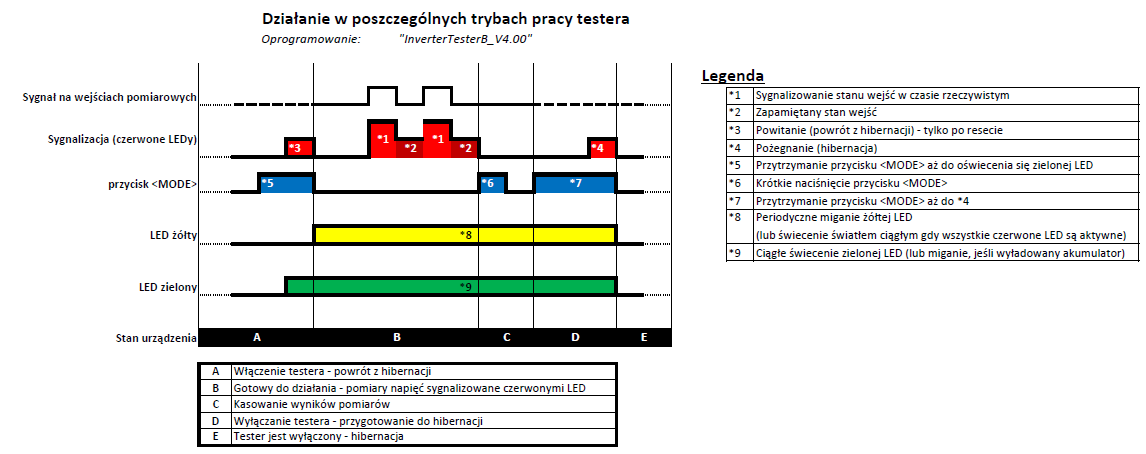
Tryby pracy testera.
Przygotowanie do sprawdzania obwodów trójfazowych. Tester w wersji B przyłączamy dokładnie tak samo jak w przypadku testera w wersji A, tzn. zgodnie z opisami przewodów, które przedstawia fot. niżej, tzn. przewód „U” (czerwony) łączymy z wyjściem inwertera oznaczonym jako „U” lub z zaciskiem zasilania trójfazowego AC oznaczanym zwykle jako „L1” lub „R”, zaś przewody „V” i „W” (w kolorach odpowiednio: żółty i czarny) łączymy w analogiczny sposób z odpowiednimi zaciskami tego samego obwodu. Następnie nie włączając jeszcze zasilania trójfazowego testowanego obwodu, załączamy zasilanie wybudzając tester z hibernacji (naciskamy przycisk <MODE> aż do zaświecenia się zielonej kontrolki lub wciskamy krótko przycisk <RESET>), .
Testowanie obwodów trójfazowych.
Załączanie zasilania testera odbywa się poprzez krótkie naciśnięcie przycisku <MODE> (na zdjęciu powyżej oznaczonego zielonym opisem), znajdującego się u góry, po lewej stronie obudowy. Przycisk czerwony zaś umieszczony u góry, po prawej stronie obudowy (na zdjęciu oznaczony białym opisem) służy do resetowania testera. Jeśli zaistnieje taka potrzeba wciskamy go np. długopisem lub innym cienkim narzędziem.
Gotowość do testów sygnalizują dwie kontrolki, z których zielona powinna być oświecona (sygnalizacja zasilania), żółta zaś pulsuje sygnalizując moment wykonywania testów.
Po załączeniu testowanego napięcia U, V, W, wynik testu sygnalizowany jest oświeceniem się diod LED w kolorze czerwonym, w taki sposób, że pojawienie się napięcia na dowolnej z faz jest sygnalizowane słabym świeceniem odpowiednich LED (aż do skasowania wyników testu za pomocą krótkiego naciśnięcia przycisku <MODE>), jest to informacja o „zatrzaśnięciu” wyniku testu. Mocne świecenie kombinacji czerwonych LED sygnalizuje bieżący wynik testu i ma charakter chwilowy. Jeśli jednocześnie z wynikiem testu żółta dioda LED świeci światłem ciągłym, oznacza to że podczas testu na wszystkich fazach pojawiło się napięcie, co pokazuje pozytywny wynik testu.
Wyłączanie testera. Ponieważ tester zasilany jest akumulatorowo, posiada on możliwość wyłączenia zasilania (hibernacji mikrokontrolera) tak, aby w czasie bezczynności pobierał on jak najmniej energii. Wyłączenie testera dokonuje się poprzez przyciśnięcie i przytrzymanie kilka sekund przycisku <MODE>. Podczas gdy tester jest dłuższy czas włączony ale nieużywany, następuje jego samoczynne wyłączenie (hibernacja). Po wyłączeniu tester ma wygaszone wszystkie diody LED i pobiera szczątkowy prąd z baterii (akumulatora).
Ładowanie akumulatora.
Na tylnej ściance obudowy znajduje się gniazdo USB-C. Przy pomocy standardowego kabla z wtykami USB-A i USB-C (np. kabel do ładowania telefonów komórkowych) należy doprowadzić zasilanie +5VDC służące do kontrolowanego ładowania akumulatora Li-Po znajdującego się wewnątrz testera.
Ładowanie sygnalizuje kontrolka czerwona widoczna w okolicy złącza USB-C. Kolor niebieski zaś, informuje o zakończeniu ładowania akumulatora, należy odłączyć kabel ładowania.
Jeśli w czasie ładowania wydziela się zbyt duża ilość ciepła z urządzenia lub daje się odczuć nieprzyjemny zapach lub inne anomalia, należy natychmiast odłączyć zasilanie ładowania poprzez wyjęcie wtyczki z gniazda USB-C. W takim wypadku nie wolno użytkować testera aż do zdiagnozowania uszkodzenia i wykonania naprawy w autoryzowanym serwisie producenta.
Jeśli tester wyłączy się w czasie normalnej pracy lub zielona kontrolka LED przestanie świecić, należy naładować akumulator.
Testowanie obwodów jednofazowych. W tym przypadku przewód testera oznaczony jako „U” (w kolorze czerwonym) podłączamy do zacisku zasilania AC oznaczonym w badanym urządzeniu jako „L” lub zacisku napięcia stałego DC oznaczonym jako „+” lub „DC+” lub „P+”. Natomiast żółty przewód testera oznaczony jako „V” podłączamy do zacisków oznaczonych jako „N” w obwodach AC lub „-” albo „DC-” albo „N” w obwodach prądu stałego DC. Zacisk testera oznaczony jako „W” (czarny) musi zawsze pozostawać niepodłączony.
Uwaga !
Przewód testera w kolorze czarnym, oznaczony jako „W” we wszystkich pomiarach jednofazowych nie może być podłączany do żadnego obwodu. Proszę upewnić się, że przewodząca prąd końcówka krokodylkowa jest dobrze zaizolowana i nie zwiera się np. z żadną częścią metalową, mogącą przewodzić prąd elektryczny.
Wyniki sprawdzania obwodów Testerem Inwerterów. Poprawny wynik podczas sprawdzania obwodów testerem pokazano w tabeli poniżej.
Rodzaj testowanego obwodu
Podłączone zaciski
Poprawne wskazania testera
Trójfazowy AC
U, V, W
Wszystkie LED świecą
Jednofazowy AC
U, V
4 LED świecą (U+,U-,V+,V-)
Jednofazowy DC
U, V
2 LED świecą * (U+,V- lub U-, V+)
* w zależności od polaryzacji napięcia DC
Aby uzyskać poprawne wyniki pomiaru, w sprawdzanym obwodzie musi występować napięcie większe od 100VDC i nie może ono przekraczać 400VAC (600VDC). Świecenie diod LED podczas testowania obwodów trójfazowych jest równoznaczne z przepływem prądu w danej gałęzi, tak jakby odbiorniki były połączone w „gwiazdę” (patrz rys. poniżej).
Podłączenie testera jest równoznaczne połączeniu odbiorników w „gwiazdę”.
Możliwe jest przyłączanie testera równolegle z silnikiem lub innym odbiornikiem prądu w celu bieżącego monitorowania zasilania tego odbiornika.
Uwaga !
Zachowaj ostrożność – pracujesz z napięciami niebezpiecznymi dla życia. Przed przyłączaniem testera upewnij się, że w testowanym obwodzie nie występuje napięcie (do tego celu służą certyfikowane przyrządy pomiarowe). Na czas pracy zabezpiecz siebie i otoczenie przed działaniem wysokiego napięcia, zwłaszcza kiedy pracujesz w trudnych warunkach, np. na wysokości, na mokrej powierzchni. Używaj środków ochrony osobistej i dbaj o stosowanie zasad BHP, które m.in. dotyczą pracy z niebezpiecznym dla życia napięciem.
Pamiętaj !
Wszystko co robisz, robisz na własną ODPOWIEDZIALNOŚĆ. Twoje decyzje mogą mieć nieodwracalny skutek – zachowaj maksymalną ostrożność !
Przykład testowania obwodów AC i DC jednostki zewnętrznej klimatyzatora. Poprawny wynik wszystkich testów w obwodach oznaczonych strzałkami sugeruje poprawne działanie sterowania silnikiem sprężarki. Jeśli nadal występują nieprawidłowości w pracy sprężarki, najprawdopodobniej jest ona uszkodzona. Analogiczny układ jak poniższy, może występować także w przypadku sterowania wentylatorem / wentylatorami.
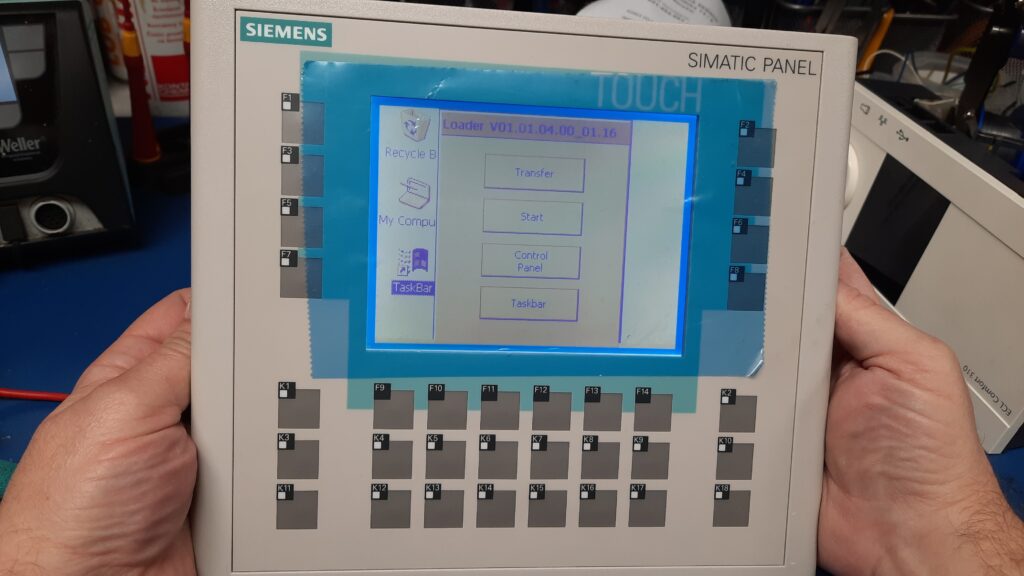
Kasowanie programu / przywracanie ustawień fabrycznych / upgrade firmware’u HMI
Jeśli masz problem z panelem OP177B i nie wiesz jak wykonać wymienione w tytule operacje, ten artykuł jest właśnie dla Ciebie. Panele HMI, ba nie tylko one, są zaprojektowane w taki sposób i posiadają tak nieczytelną i zawiłą dokumentację, że w zasadzie jedynie prawdziwy GURU po wielu masakrycznie drogich kursach i wielu set godzinach potrafi połapać się w ich obsłudze, że o programowaniu nie wspomnę.
Przeciętny automatyk w firmie korzystającej z paneli SIEMENSa nie wgłębiając się w powyższe zawiłości ogranicza się w końcu do kilku podstawowych czynności naprawczych:
Wgranie nowego oprogramowania
Usunięcie istniejącego projektu
Przywrócenie panela do stanu fabrycznego
Wykonanie upgrade’u systemu
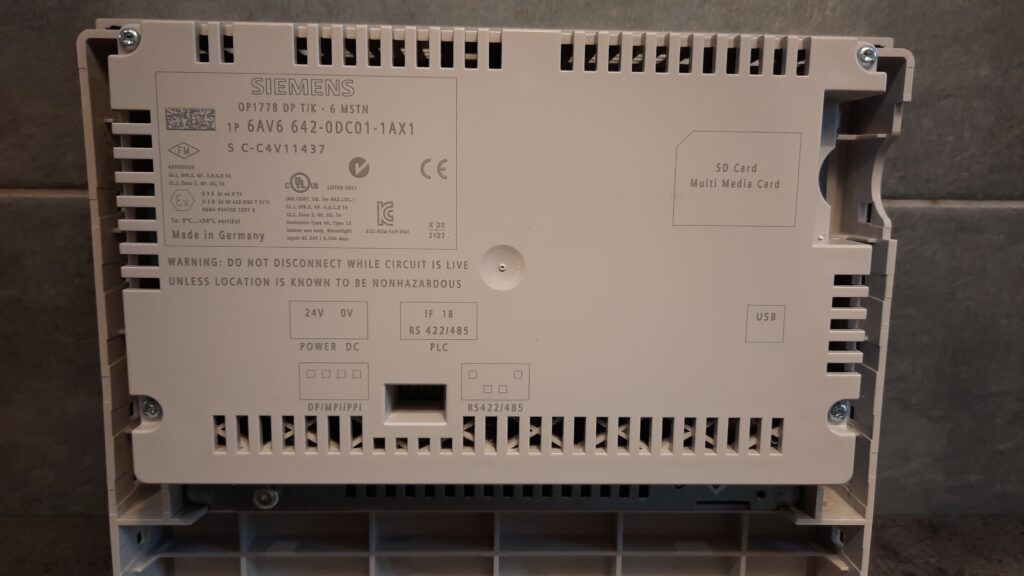
Panele OP177B nie są już produkowane, przynajmniej w wersji, o której tu mowa, jest ich jednak jeszcze wiele w eksploatowanych maszynach, a ze względu na swój leciwy rodowód ich obsługa nie jest taka oczywista.
Przechodzimy do sedna – komunikacja.
Aby wykonać czynności obsługowe wymienione wyżej należy najpierw zestawić komunikację pomiędzy komputerem PC a panelem. Można by pisać wiele na temat tego, wydawałoby się obecnie, prostego zadania, gdyż panel OP177B posiada co najmniej kilka mniej lub bardziej pewnych sposobów komunikowania się z otoczeniem. Na szczęście istnieje coś takiego jak komunikacja serwisowa i jak na razie jest to jedyny wypróbowany sposób, który tutaj użyjemy aby zestawić ze sobą komputer PC i panel Siemensa. Potrzebować będziemy w tym celu dedykowany do urządzeń Siemensa kabel komunikacyjny PPI z wtykami D-SUB9 po stronie panela i USB po stronie komputera PC. Najlepszy byłby oczywiście oryginalny kabel Siemensowski, ale ja zadowoliłem się chińską podróbką. Po podłączeniu kabla do komputerowego USB może się okazać, że nasz WIN10 (lub podobny system Windows) wykrywa urządzenie jako nieznane (lub w nazwie znajduje się informacja o konieczności skontaktowania się z producentem). Aby opanować sytuację należy oczywiście użyć opcji „Aktualizuj sterownik” i podstawić uprzednio przygotowany pakiet sterownika, ja użyłem ten o nazwie „Prolific PL2303 driver v3.3.2.102 (2008-24-09) Win8_x64_x86”. Po aktualizacji interfejs naszego kabla jest wykrywany poprawnie, tym razem jako „Prolific USB-to-Serial Comm Port (COMx)”, czyli SIEMENS PPI.
Oprogramowanie.
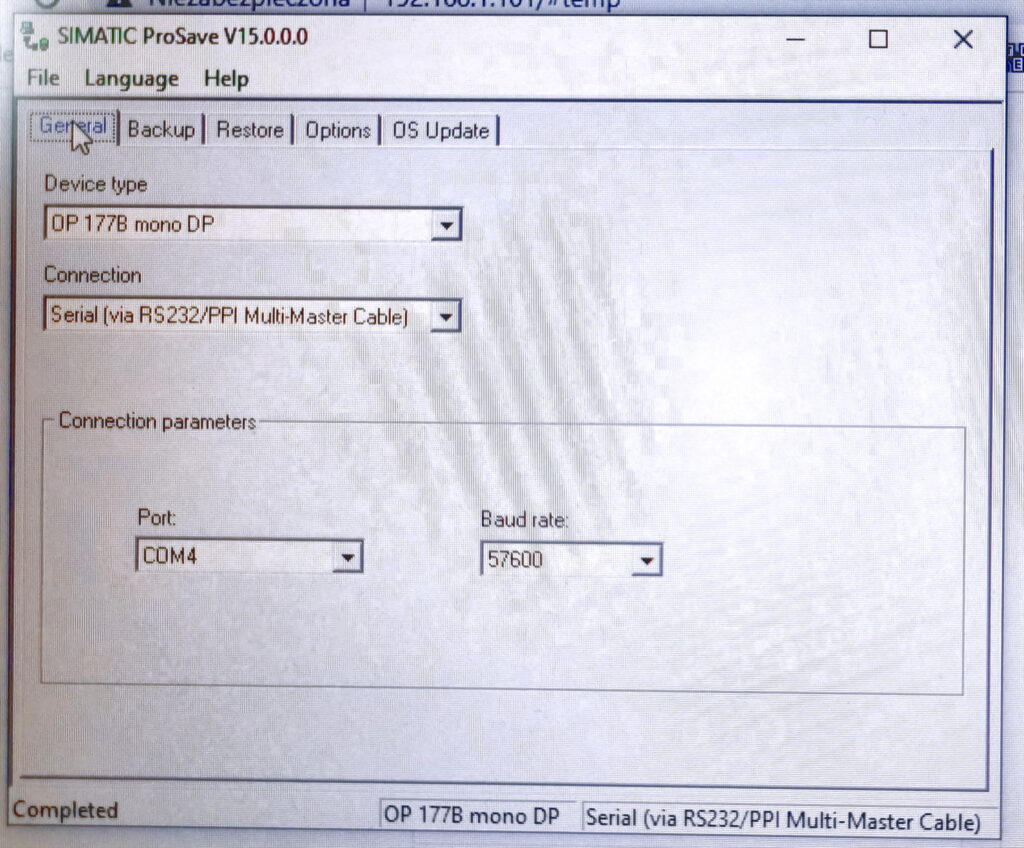
Na naszym pececie należy zainstalować również program do obsługi panela. Ja skorzystałem z „Simatic PRO-SAVE”, który jest częścią pakietu TIA Portal i chyba jako jedyny nadaje się do naszych celów.
W panelu OP wszystkie DIP-Switche dostępne na tylnej ściance ustawiamy na „0=OFF” i włączamy zasilanie panela.
W PC uruchamiamy uprzednio zainstalowany program („WinMenuSTART->Siemens Automation/Simatic PRO-SAVE”) i w jego zakładce „General” ustawiamy następujące parametry: – Device type: OP 177B mono DP – Connection: Serial (via RS232/PPI Multi-Master Cable) – Baud rate: 57600 kb/s – Port: właściwy port dla urządzenia USB (Prolific USB-to-Serial Comm Port)
Następnie przechodzimy do zakładki „OS Update” gdzie najpierw podajemy ścieżkę do pliku .img świeżego systemu kasowanego lub upgrade’owanego panela. U mnie przykładowo jest to: „C:\Program Files\Siemens\Automation\Portal V15\Data\Hmi\Transfer\12.0\Images\Mobile_177\Mobile_177_V12_0_1_0.img”, lecz pewnie w sieci są jeszcze inne pliki.
UWAGA: Należy pamiętać aby nie zaznaczać pola „RESET”, w zakładce „OS Update”.
3,2,1… START !
Proces przywracania nastaw fabrycznych panela łącznie z usuwaniem istniejącego w pamięci projektu rozpoczyna się po wybraniu przycisku „Update”. Operacja ta, ze względu na niezbyt szybką komunikację może trwać poważne kilkanaście minut.
Tester Inwerterów w wersji A. jest uniwersalnym narzędziem przydatnym przy sprawdzaniu działania przede wszystkim takich elementów napędów (w tym HVAC) jak: Inwertery (falowniki / sterowniki silników np. kompresorów lub wentylatorów), dotyczy to zarówno sterowników napędów trójfazowych, jak i jednofazowych, prądu przemiennego (AC) oraz zmiennego i stałego (DC).
Konstrukcja urządzenia. Tester składa się z obudowy, w której umieszczonych jest 6 diod LED wskazujących wynik testu, oraz zakończonych „krokodylkami” 3 przewodów przyłączeniowych służących do podłączania się do sprawdzanego obwodu.
Sprawdzanie obwodów trójfazowych. Tester przyłączamy zgodnie z opisami umieszczonymi na kablach, tzn. przewód „U” łączymy z wyjściem inwertera oznaczonym jako „U” lub z zaciskiem zasilania trójfazowego AC oznaczonym jako „L1” lub „R”, przewody „V” i „W” również łączymy w analogiczny sposób z odpowiednimi zaciskami tego samego obwodu.
Sprawdzanie obwodów jednofazowych. W tym przypadku przewód testera oznaczony jako „U” podłączamy do zacisku zasilania AC oznaczonym w badanym urządzeniu jako „L” lub zacisku napięcia stałego DC oznaczonym jako „+” lub „DC+” lub „P+”. Natomiast przewód testera oznaczony jako „V” podłączamy do zacisków oznaczonych jako „N” w obwodach AC lub „-” albo „DC-” albo „N” w obwodach prądu stałego DC. Zacisk testera oznaczony jako „W” musi zawsze pozostawać niepodłączony.
Uwaga !
Przewód testera oznaczony jako „W” we wszystkich pomiarach jednofazowych nie może być podłączany do żadnego obwodu. Proszę być pewnym, że nie zwiera on się z żadną częścią metalową, mogącą przewodzić prąd elektryczny.
Wyniki sprawdzania obwodów Testerem Inwerterów. Poprawny wynik podczas sprawdzania obwodów testerem pokazano w tabeli poniżej.
Rodzaj testowanego obwodu
Podłączone zaciski
Poprawne wskazania testera
Trójfazowy AC
U, V, W
Wszystkie LED świecą
Jednofazowy AC
U, V
4 LED świecą (U+,U-,V+,V-)
Jednofazowy DC
U, V
2 LED świecą * (U+,V- lub U-, V+)
* w zależności od polaryzacji napięcia DC
Aby uzyskać poprawne wyniki pomiaru, w sprawdzanym obwodzie musi występować napięcie większe od 100VDC i nie może ono przekraczać 400VAC (600VDC). Świecenie diod LED podczas testowania obwodów trójfazowych jest równoznaczne z przepływem prądu w danej gałęzi, tak jakby odbiorniki były połączone w „gwiazdę” (patrz rys. poniżej).
Podłączenie testera jest równoznaczne połączeniu odbiorników w „gwiazdę”.
Możliwe jest przyłączanie testera równolegle z silnikiem lub innym odbiornikiem prądu w celu bieżącego monitorowania zasilania tego odbiornika.
Uwaga !
Zachowaj ostrożność – pracujesz z napięciami niebezpiecznymi dla życia. Przed przyłączaniem testera upewnij się, że w testowanym obwodzie nie występuje napięcie (do tego celu służą certyfikowane przyrządy pomiarowe). Na czas pracy zabezpiecz siebie i otoczenie przed działaniem wysokiego napięcia, zwłaszcza kiedy pracujesz na wysokości i/lub na mokrej powierzchni. Używaj środków ochrony osobistej i dbaj o stosowanie zasad BHP, które m.in. dotyczą pracy z niebezpiecznym dla życia napięciem.
Pamiętaj !
Wszystko co robisz, robisz na własną ODPOWIEDZIALNOŚĆ. Twoje decyzje mogą mieć nieodwracalny skutek – zachowaj maksymalną ostrożność !
Przykład testowania obwodów AC i DC jednostki zewnętrznej klimatyzatora. Poprawny wynik wszystkich testów w obwodach oznaczonych strzałkami sugeruje poprawne działanie sterowania silnikiem sprężarki. Jeśli nadal występują nieprawidłowości w pracy sprężarki, najprawdopodobniej jest ona uszkodzona. Analogiczny układ jak poniższy, może występować także w przypadku sterowania wentylatorem / wentylatorami.
Obecnie istnieje już nowszy model Testera Inwerterów o nazwie Tester Inwerterów wersja C. Zachęcamy do zapoznania się z tym urządzeniem i rozważenia jego zakupu. Zapraszamy !
Sprawdziłeś swój falownik, wydaje się sprawny lecz silnik nadal nie rusza? Co gorsza falownik został sprawdzony w serwisie lub podmieniłeś go na zupełnie taki sam, nie wiesz co robić? Zanim wyrwiesz już wszystkie włosy z głowy i przyznasz się do porażki, przeczytaj kilka porad i spróbuj wykonać kilka prostych pomiarów, które być może ocalą Cię od niechybnej łysiny a Twój przełożony na pewno nie pominie Cię w następnym przeszeregowaniu.
Poniżej została omówiona diagnoza napędów z falownikami, czyli pomiarów diagnostycznych otoczenia falownika w celu ustalenia błędów w funkcjonowaniu napędu. Artykuł dotyczy napędów z klasycznymi bezkomutatorowymi silnikami 3 fazowymi z uzwojeniem stojana. Należy pamiętać, że znakomita większość uszkodzeń samych falowników jest spowodowana problemami w jego zasilaniu lub obciążeniu. W tym ostatnim przypadku w grę wchodzi wadliwe lub uszkodzone okablowanie lub też silnik.
Zanim jednak przystąpisz do działania, postaraj się przeczytać cały artykuł i odpowiedz sobie na pytanie, czy jesteś w stanie wykonać wszystko co tu opisałem, zachowując przy tym warunki bezpieczeństwa ludzi i sprzętu.
Nie muszę tutaj chyba przypominać, że wszelkie prace na urządzeniach elektrycznych winna przeprowadzać osoba przeszkolona, posiadająca odpowiednie świadectwo kwalifikacyjne, np. uprawnienia SEP.
Artykuł dotyczy większości klasycznych napędów opartych na pojedynczym zestawie: falownik – silnik 3 fazowy, ale równie dobrze może odnosić się do bardziej złożonych i nietypowych implementacji falowników / inwerterów / przemienników częstotliwości a nawet serwoinwerterów / serwowzmacniaczy / serwodriverów przystosowanych do pracy z zasilaniem jedno- lub trójfazowym. Może się jednak zdarzyć, że będziesz miał do czynienia z tak nietypowymi rozwiązaniami układowymi, które wykluczają wykonanie opisanych przeze mnie działań.
Diagnoza napędów z falownikami – Otoczenie falownika
Kiedy należy wykonać omówioną tutaj diagnozę napędów z falownikami ?
W sytuacjach kiedy podejrzenia wadliwej pracy napędu lub falownika padają na okablowanie lub silnik albo aby wyeliminować silnik i kable jako potencjalną przyczynę problemów. Diagnoza opisana poniżej jest niezbędna zawsze kiedy ustalono wcześniej (np. przy pomocy pomiarów opisanych w artykule pt. „Szybkie sprawdzenie falownika„) uszkodzenie falownika z powodu przeciążenia lub zwarcia na jego wyjściu. W takim przypadku podłączenie nowego falownika lub falownika po naprawie może spowodować ponowne jego uszkodzenie.
Narzędzia i przyrządy
Przed przystąpieniem do prac należy przygotować podstawowe narzędzia elektromonterskie oraz przyrząd pomiarowy. Będziemy korzystać z miernika uniwersalnego przystosowanego do prowadzenia pomiarów napięcia sieci zasilającej o zakresie minimum do 450VAC (600VDC). Warto zwrócić uwagę, czy zarówno narzędzia jak i osprzęt pomiarowy (kable, sondy mierników) posiadają certyfikat bezpieczeństwa do pracy na napięciu co najmniej 1kV.
Oprócz miernika uniwersalnego będziemy potrzebować urządzenia pomiarowego o znacznie bardziej zaawansowanej obsłudze, jakim jest miernik rezystancji izolacji. Dla wiarygodnych pomiarów wystarczy już nawet najprostszy i najtańszy, sprawny technicznie miernik tego typu, np. MIC10 firmy SONEL (https://e-mierniki.pl/p/miernik-rezystancji-izolacji-sonel-mic-10) wraz z dedykowanym wyposażeniem. Ten miernik potrafi również z powodzeniem zastąpić miernik uniwersalny, o którym mowa wcześniej. Oczywiście każdy inny miernik rezystancji izolacji również będzie nadawał się do pomiarów pokazanych w dalszej części artykułu. Przed przystąpieniem do pracy z przyrządami pomiarowymi należy bezwzględnie zapoznać się z fabrycznymi instrukcjami obsługi tych przyrządów i szczegółowo je stosować podczas prowadzenia pomiarów.
Bezpieczeństwo
Przed przystąpieniem do prac zadbaj bezwzględnie o warunki bezpieczeństwa na stanowisku, m.in. zlokalizuj wyłącznik główny zasilania napędu (maszyny), miejsce przechowywania środków gaśniczych oraz zapewnij sobie łączność z odpowiednimi służbami na wypadek np. porażenia prądem (prace pomiarowe prowadzone pod napięciem najlepiej wykonywać w co najmniej 2 osoby, przy czym druga osoba powinna znajdować się poza wygrodzonym polem operacyjnym, w pewnej odległości od prowadzonych prac i pełnić rolę asekuracyjną.
Przygotowanie
Prace diagnostyczne dla ułatwienia podzielimy na następujące części:
Pomiary napięcia zasilania (prace pod niebezpiecznym napięciem sieciowym),
Pomiary napięć sterowania (prace pod napięciem bezpiecznym),
Pomiary okablowania silnika (prace beznapięciowe),
Pomiary silnika
Diagnoza napędów z falownikami – Diagram
ad.1.Pomiary napięcia zasilania. Przy pomocy miernika uniwersalnego mierzymy napięcie zasilania falownika (AC) oraz napięcie stałe (DC) pomiędzy zaciskami B- i B+ falownika, jeśli takie są wyprowadzone w danego typu urządzeniach. Podczas prowadzenia pomiarów falownik powinien być podłączony w swoim standardowym układzie zasilania i znajdować się w trybie STOP, jednocześnie okablowanie silnika oraz silnik powinny być również dołączone tak jak w normalnym toku pracy napędu.
Poniżej przedstawiamy pomiary i ich wyniki przy założeniu, że napęd korzysta ze standardowego zasilania jedno lub trójfazowego. Prawidłowe napięcie zasilania, do którego przystosowany jest mierzony falownik należy każdorazowo sprawdzić na jego tabliczce znamionowej lub też w odnośnej dokumentacji technicznej.
A. Dla falowników z zasilaniem jednofazowym wykonujemy następujące pomiary:
Zaciski falownika
Zakres
Oczekiwane napięcie
L1 / N
>=250VAC
230VAC
B- / B+
600VDC
325VDC
B. Dla falowników z zasilaniem trójfazowym pomiary wyglądają następująco:
Zaciski falownika
Zakres
Oczekiwane napięcie
L1 / L2
>=600VAC
400VAC
L1 / L3
>=600VAC
400VAC
L2 / L3
>=600VAC
400VAC
B- / B+
1000VDC
565VDC
C. Dla niektórych falowników (zwłaszcza serwoinwerterów) niezbędne jest wykonanie dodatkowego pomiaru napięcia zasilania układów sterowania falownika zasilaniem jednofazowym. W takim przypadku wykonujemy pomiary:
Zaciski falownika
Zakres
Oczekiwane napięcie
L1 / N
>=250VAC
230VAC
Znaczące różnice otrzymanych pomiarów świadczą o nieprawidłowym zasilaniu falownika lub o jego uszkodzeniu, co prawie na pewno jest skutkiem nieprawidłowego działania napędu. Częstą przyczyną braku prawidłowego zasilania lub w układach zasilania trójfazowego braku symetrii faz, jest okablowanie albo też włączone w obwód łączniki takie jak: wyłączniki mechaniczne, styczniki zabezpieczające (odłączające zasilanie falownika w wypadku niepoprawnej pracy maszyny). Elementy te należy zbadać lub w przypadku wątpliwości, wymienić na nowe.
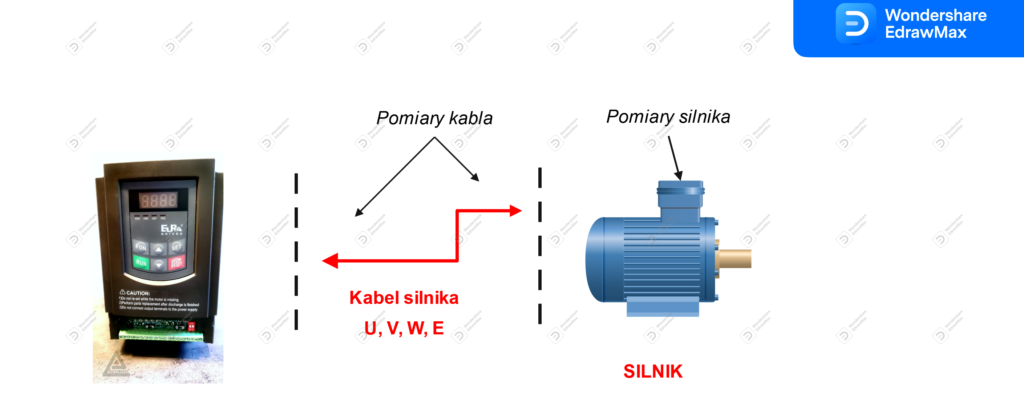
Diagnoza napędów z falownikami – Separacja elektryczna kabla do pomiarów.
ad.3.Pomiary okablowania silnika.
Ponieważ prace te będą wykonywane w stanie beznapięciowym (aczkolwiek podczas pomiaru mogą występować krótkotrwale wysokie napięcia, których skutkiem działania może być uszkodzenie falownika, postępuj następująco:
Odłącz zasilanie falownika wyłącznikiem sieciowym (głównym) maszyny oraz upewnij się, używając posiadanego miernika lub specjalnego testera, czy na przyłączach falownika nie występuje potencjał elektryczny.
Odczekaj koniecznie czas potrzebny na rozładowanie się kondensatorów wysokonapięciowych ! Czas ten jest zwykle określony przez producenta i oznaczony na obudowie falownika lub zamieszczony w jego dokumentacji. Niektóre urządzenia posiadają też odpowiednio oznaczoną, zazwyczaj czerwoną, kontrolkę informującą o obecności napięcia na kondensatorach falownika.
Jeśli nie wiesz ile czasu powinieneś odczekać przed przystąpieniem do dalszych prac, załóż bezpieczny czas np. 30 minut. Dla falowników dużej mocy, czas powinien być odpowiednio dłuższy. Możesz również zmierzyć napięcie pomiędzy zaciskami falownika oznaczanymi zwykle P+ i P- (jeśli Twój falownik takie posiada), jest to napięcie występujące na baterii kondensatorów wysokonapięciowych. Jeśli napięcie to jest większe niż kilka voltów, odczekaj do momentu jego bezpiecznego samoczynnego obniżenia (rozładowania się kondensatorów). Uwaga: Całkowity brak mierzonego napięcia może być również efektem niesprawności falownika, w takim przypadku zaleca się specjalną ostrożność.
Pamiętaj:Prace pomiarowe silnika i jego okablowania możesz prowadzić jedynie przy stanie beznapięciowym na wszystkich zaciskach falownika oraz gdy kable są odłączone od falownika !
Teraz w falowniku odłącz przewody elektryczne od strony zacisków kabla silnika (zazwyczaj są one oznaczane jako „U”, „V”, „W” ale spotykane są inne oznaczenia np. „MOTOR”) aby „uwolnić elektrycznie” kabel silnika od falownika. Nie zapomnij również o odłączeniu ekranowania (oplotu) kabla oraz przewodu PE od zacisków falownika. Pozostałe przewody, w tym przewody zasilające falownik, przewody PE uziemiające falownik od strony zasilania oraz przewody podłączone do zacisków niskonapięciowych sterowania, mogą pozostać podłączone.
Następnie otwórz puszkę osłony kabla znajdująca się zazwyczaj na korpusie silnika i odłącz wszystkie przewody kabla silnika (U, V, W, PE) a sam kabel wysuń z dławika tak, aby odizolować również ekran (oplot) kabla od części metalowych obudowy silnika. Odłączone końcówki przewodu oraz jego oplot powinny być zaizolowane na czas pomiaru i powinny się znajdować maksymalnie daleko od siebie i od innych części metalowych (np. korpusu silnika). W niektórych napędach silniki posiadają specjalne hermetyczne przyłącze w postaci gniazda (wtyk znajduje się na kablu silnika), w takim przypadku wystarczy rozłączyć trwale to przyłącze.
Jeśli napęd posiada enkoder lub resolver, zwłaszcza gdy jego okablowanie przebiega razem z kablem zasilania silnika, należy postępować identycznie, jak w przypadku kabla silnika, tzn. odłączyć obustronnie przewody (kabel) enkodera wraz z oplotem. Podczas wykonywania pomiarów, w kablach m.in enkodera mogą się wyindukować prądy szkodliwe dla obwodów falownika.
Sprawdź czy na pewno dobrze wykonałeś powyższe zadania, w przeciwnym wypadku wyniki pomiarów mogą być błędne a Twój falownik i/lub sam przyrząd pomiarowy będą narażone na poważne uszkodzenia.
Pamiętaj:Podczas wykonywania pomiarów rezystancji izolacji na poszczególnych zaciskach pomiarowych oraz na wolnych końcówkach kabla i samym kablu może pojawić się chwilowo wysokie napięcie. Zachowaj Ostrożność !
Pomiary Izolacji. Do odizolowanych przewodów kabla silnika po stronie falownika podłączamy teraz sondy pomiarowe miernika izolacji i wykonujemy następujące pomiary:
Przewody Kabla Silnika
Oczekiwane pomiary rezystancji izolacji
U / V *
>20MΩ
U / W *
>20MΩ
V / W *
>20MΩ
* – biegunowość podłączeń sond pomiarowych nie ma znaczenia chyba, że jest to opisane w dokumentacji posiadanego przyrządu pomiarowego
Następnie podłączamy sondy pomiarowe miernika izolacji pomiędzy oplot (ekran) kabla (w drugim pomiarze jest to przewód PE) a zwarte ze sobą przewody zasilania silnika w taki sposób by dodatnia elektroda pomiarowa była przyłączona do ekranu lub końcówki przewodu PE kabla. Pomiary wykonujemy wg. poniższej tabeli:
Przewody Kabla Silnika
Oczekiwane pomiary rezystancji izolacji
(+)E / (-) U+V+W *
>20MΩ
(+)PE / (-) U+V+W *
>20MΩ
* – przewody zasilające są zwarte ze sobą, a ekran kabla „E” lub przewód PE podłączone są do dodatniej sondy pomiarowej (właściwą biegunowość należy sprawdzić w dokumentacji posiadanego przyrządu pomiarowego)
Dla pewności powyższe pomiary możemy wykonać kilkakrotnie, w tym również od strony kabla podłączanej do zacisków silnika.
Znaczące różnice każdego z otrzymanych pomiarów od wartości oczekiwanych, świadczą o uszkodzonym kablu silnika, który to kabel bezwzględnie należy wymienić w całości na nowy.
Uwaga: Jeśli producent urządzenia pomiarowego nakazuje inną konfigurację pomiarową dla kabli elektrycznych, należy bezwzględnie stosować zalecenia zawarte w fabrycznej instrukcji obsługi stosowanego miernika izolacji.
Diagnoza napędów z falownikami – Silnik
ad.4.Pomiary silnika.
Pomiary te dzielimy na: A. sprawdzenie rezystancji uzwojeń silnika, B. pomiar izolacji uzwojeń, C. pomiar izolacji silnika
Pamiętaj:Wszystkie pomiary silnika wykonywane są w stanie beznapięciowym. Podczas wykonywania tych pomiarów bezwzględnie kabel zasilania silnika musi być od niego odłączony, w przeciwnym wypadku może dojść do niebezpieczeństwa porażenia lub uszkodzeń napędu !
ad.4.APomiar rezystancji uzwojeń silnika.
Pomiar rezystancji uzwojeń silnika wykonujemy zazwyczaj przyrządem pomiarowym ustawionym na zakres pomiaru rezystancji poniżej 1Ω. Najlepsze do tego celu są dedykowane przyrządy pomiarowe posiadające tzw. mostki do pomiaru rezystancji, które posiadają możliwość pomiaru 4ro przewodowego. W ostateczności jednak możemy posłużyć się miernikiem uniwersalnym oferującym jedynie 2 przewodowy pomiar rezystancji i najmniejszy zakres 10Ω, należy jednak wziąć pod uwagę uchyb jakim obarczony będzie wykonany w ten sposób pomiar.
Pomiary Rezystancji. Do odpowiednich zacisków silnika podłączamy sondy pomiarowe i wykonujemy następujące pomiary:
Zaciski Silnika
Oczekiwane pomiary rezystancji uzwojeń silnika
U / V *
<<1Ω**
U / W *
<<1Ω**
V / W *
<<1Ω**
* – podłączenia sond pomiarowych należy dokonać w sposób opisany w dokumentacji posiadanego przyrządu pomiarowego ** – zmierzona rezystancja przy silniku z uzwojeniami połączonymi w gwiazdę powinna być równa dwukrotnej rezystancji uzwojenia podanej w ma tabliczce znamionowej lub w dokumentacji ruchowej silnika. W przypadku kiedy uzwojenia są połączone w trójkąt, zmierzona rezystancja jest równa Rz=2/3 * R = 0,67 R, gdzie R jest rezystancją pojedynczego uzwojenia.
Znaczące różnice otrzymanych pomiarów zarówno między sobą, jak i od wartości oczekiwanych świadczą o uszkodzonym uzwojeniu silnika. W takim wypadku silnik należy oddać do specjalistycznego serwisu lub wymienić na nowy, sprawdzony.
ad.4.BPomiar izolacji uzwojeń silnika.
Aby wykonać pomiar rezystancji izolacji uzwojeń silnika trójfazowego należy w puszce łączeniowej na silniku wyizolować 6 zacisków trzech uzwojeń silnika (U1, U2, V1, V2, W1, W3). Można to wykonać zdejmując łączówki ustalające układ połączeń silnika (gwiazda / trójkąt), odkręcając uprzednio nakrętki je mocujące. W przypadku, gdy silnik nie jest wyposażony w opisane wcześniej łączówki (połączenia uzwojeń dokonano na stałe), pomiarów nie da się wykonać i należy przejść do następnego punktu 4.C. Pomiaru rezystancji izolacji uzwojeń dokonujemy odpowiednim przyrządem w sposób opisany w tabeli poniżej, tzn. do jednego z zacisków przyrządu podłączamy zwarte ze sobą obydwie końcówki (U1 i U2) uzwojenia U, do drugiego zacisku zwarte ze sobą końcówki (V1 i V2) uzwojenia V itd.:
Zaciski Uzwojeń Silnika
Oczekiwane pomiary rezystancji izolacji
U1+U2 / V1+V2 *
>20MΩ
U1+U2 / W1+W2 *
>20MΩ
V1+V2 / W1+W2 *
>20MΩ
* – biegunowość podłączeń sond pomiarowych nie ma znaczenia chyba, że jest to inaczej opisane w dokumentacji posiadanego przyrządu pomiarowego
Znaczące różnice otrzymanych pomiarów zarówno między sobą, jak i od wartości oczekiwanych świadczą o uszkodzonej izolacji uzwojeń silnika. W takim wypadku silnik należy oddać do specjalistycznego serwisu lub wymienić na nowy, sprawdzony.
ad.4.CPomiar izolacji silnika.
Pomiaru rezystancji izolacji uzwojeń dokonujemy odpowiednim przyrządem w sposób opisany w tabeli poniżej, tzn. do jednego z zacisków przyrządu podłączamy zwarte ze sobą wszystkie zaciski silnika (U, V i W), drugi zacisk przyrządu podłączamy w miejscu odizolowanym do obudowy (korpusu) silnika, jak to jest opisane niżej:
Zaciski Silnika
Oczekiwane pomiary rezystancji izolacji
(+) Korpus Silnika / (-) U+V+W *
>20MΩ
* – Właściwą biegunowość sond pomiarowych należy sprawdzić w dokumentacji posiadanego przyrządu pomiarowego
Znaczące różnice otrzymanych pomiarów od wartości oczekiwanych świadczą o uszkodzonej izolacji stojana lub uzwojeń silnika. W takim wypadku silnik należy oddać do specjalistycznego serwisu lub wymienić na nowy, sprawdzony.
Dla pełnej diagnozy napędu należy wykonać również sprawdzenie falownika, w tym celu zapraszamy do przeczytania naszego artykułu „Szybkie sprawdzenie falownika„.
Pamiętaj:Nie próbuj wykonywać samodzielnie napraw, jeśli nie jesteś pewien tego co robisz. W celu zaoszczędzenia czasu i obniżenia mogących powstać w ten sposób dodatkowych kosztów, skorzystaj z wiedzy i doświadczenia wykwalifikowanego serwisu naprawczego.
Firma Elektronika Serwis ani autor tego artykułu nie ponoszą w żadnym wypadku jakiejkolwiek odpowiedzialności za powstałe w wyniku działań inspirowanych niniejszym artykułem straty materialne i/lub uszczerbek na zdrowiu.
Poniżej przedstawiamy krótki film z uruchomienia i testowania inwertera pracującego w dźwigach osobowych, którego producentem jest turecka firma ARKEL. Falownik ten posiada oznaczenia typu: ADrive VVVF 4B110.
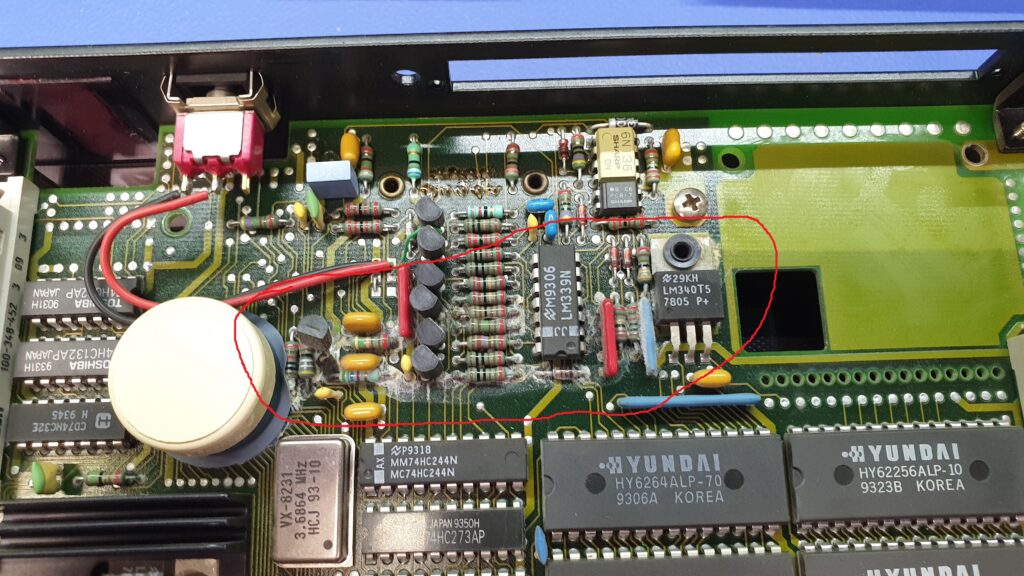
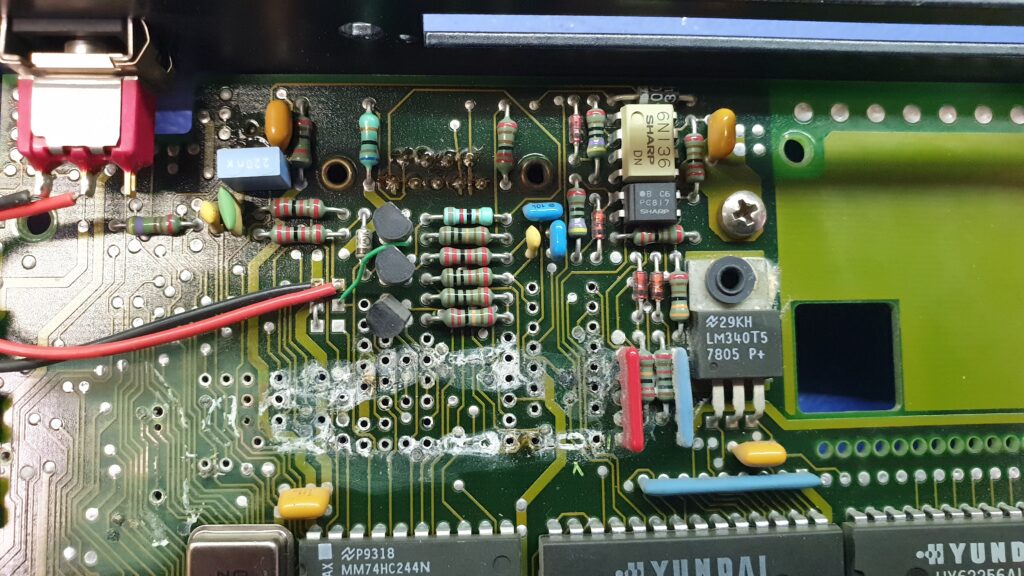
Regeneracja jednej z płytek PCB wchodzącej w skład modułu procesora sterownika CP60 firmy B&R.
Jakiś czas temu do naszego serwisu Klient dostarczył niedziałający, acz mocno już wiekowy sterownik CP60 firmy B&R. Płytki PCB tego sterownika są przystosowane do montażu ołowiowego THT i posiadają dwie warstwy miedzi (top & bottom sides) spojone dobrej jakości laminatem. Okazało się też, że posiadają one nitowane przelotki ale są dosyć odporne na obciążenia termiczne podczas lutowania, co bardzo dobrze rokuje przy wykonywaniu regeneracji i napraw. W trakcie diagnozy okazało się, że jedna z płytek drukowanych (PCB) wchodząca w skład modułu CPU uległa zalaniu cieczą, najprawdopodobniej wodą. W efekcie czego, przy udziale wysokich temperatur panujących podczas pracy, powstał potężny nalot tlenków, czyli jak mówimy wtedy „masywna korozja PCB”. Po ustaleniu i zaakceptowaniu kosztów przystąpiliśmy do naprawy, polegającej w tym przypadku na usunięciu utlenionych połączeń oraz wymianie elementów, w których utlenione były wyprowadzenia.
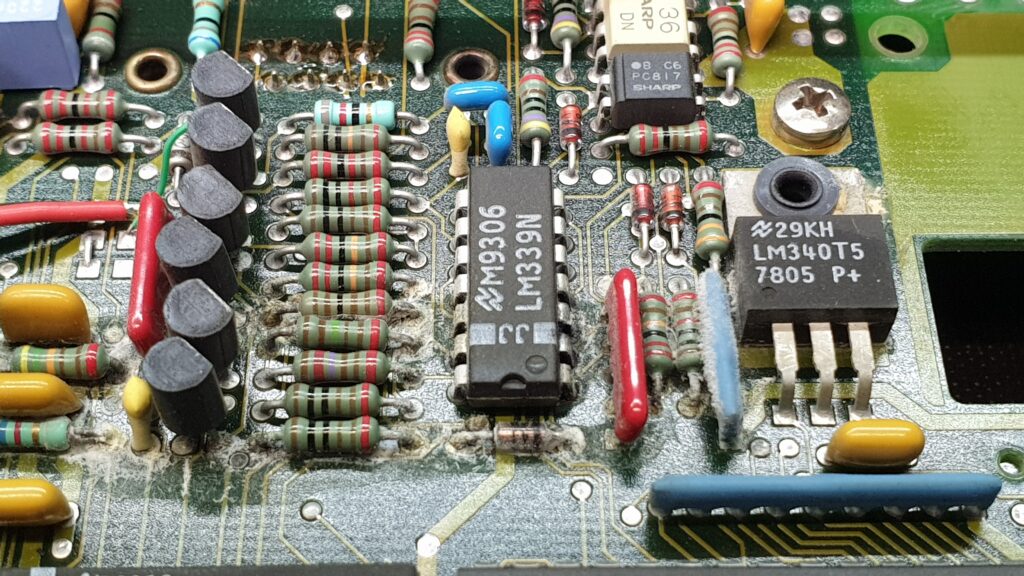
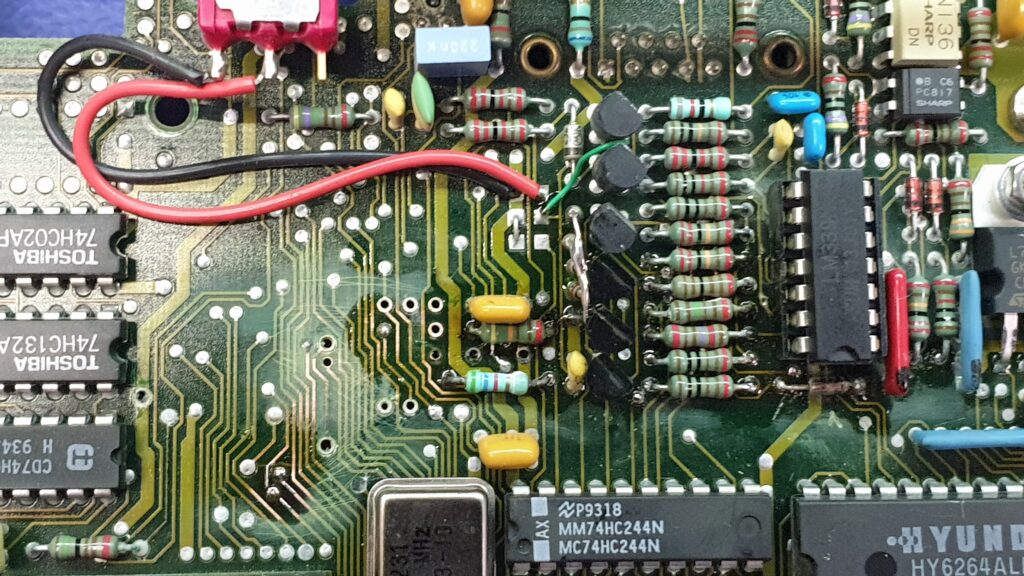
Na zdjęciu powyżej, czerwoną obwódką został zaznaczony obszar objęty regeneracją. Widać tam wyraźnie szary nalot, który występuje na praktycznie wszystkich elementach tego obszaru, a co gorsza także i pod nimi. Widać to jeszcze lepiej na obrazach poniżej. Tam też można zaobserwować, że niektóre z elementów (np. układ scalony LM339N lub tranzystory po jego lewej stronie) nadają się do wymiany z powodu potężnie skorodowanych nóżek (pinów).
Regeneracji lub wymianie podlegać będą również elementy pasywne, takie jak drabinka rezystorów oraz niektóre kondensatory, co można ocenić na podstawie zdjęcia poniżej.
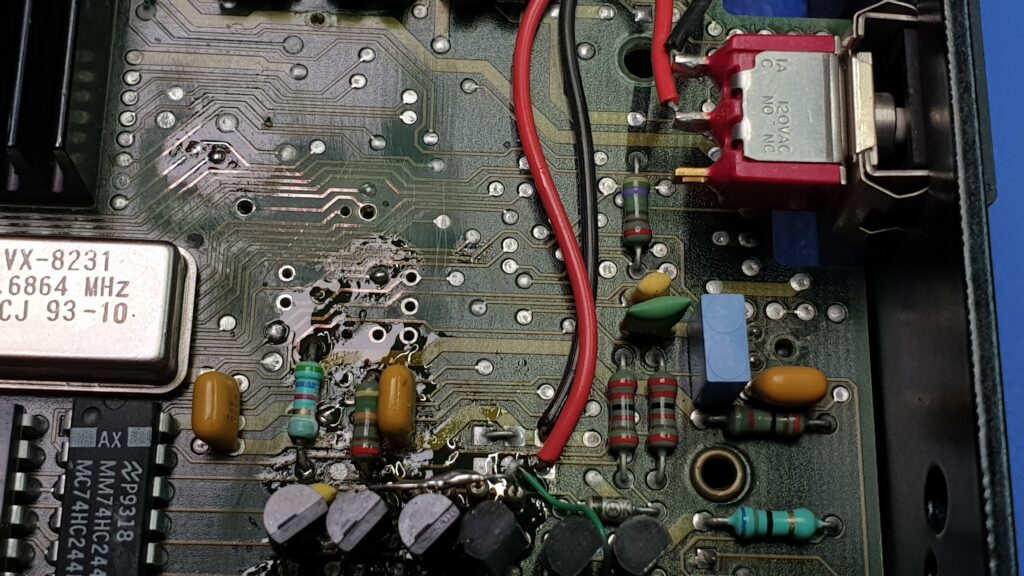
Pierwszą czynnością naprawczą było wstępne oczyszczenie mechaniczne i chemiczne, oraz umycie płyty w celu oceny przydatności elementów do ponownego montażu lub zakwalifikowania do wymiany. Następnie wykonano demontaż tych elementów. W tym momencie ocenie poddano stan ścieżek i przelotek (vias), które wcześnie nie były widoczne. Między innymi wykonano pomiary ciągłości połączeń elektrycznych poprzez badanie rezystancji połączeń pomiędzy elementami. Ze zdjęcia poniżej widać wiele fragmentów struktury elementów przewodzących PCB, które będą wymagały regeneracji lub wręcz odtworzeniu.
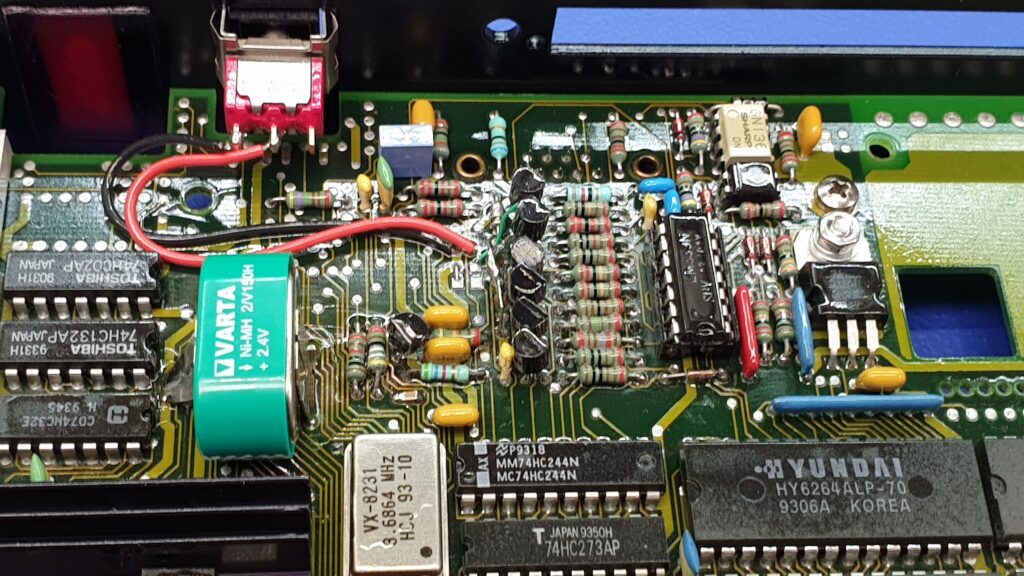
W kolejnym procesie płytka została szczegółowo umyta w myjce ultradźwiękowej, z zastosowaniem kąpieli w wysokoprocentowym stężeniu Isopropanolu, w temperaturze 50st.C. Następnie płytkę wysuszono strumieniem powietrza pod wysokim ciśnieniem, celem usunięcia frakcji stałych, które mogły jeszcze znajdować się na jej powierzchni. Poniżej widzimy PCB od strony warstwy elementów (top / elements side), bezpośrednio po wykonaniu opisanych wcześniej czynności. Tak przygotowana płytka jest gotowa do przeprowadzenia naprawy warstwy przewodzącej, na którą składają się ścieżki wraz z przelotkami.
Na zdjęciach poniżej widzimy kolejne etapy naprawy uszkodzonych ścieżek i przelotek płytki PCB. Warto dodać, że analogiczne procesy naprawcze, jak te widoczne na stronie elementów (top side), dotyczą również płytki PCB od dolnej strony miedzi (bottom side).
Regeneracja przelotek polega na usunięciu z ich wnętrza cyny wraz z wytworzonymi produktami korozji, następnie oczyszczeniu z pozostałości tlenków oraz lakieru solder maski każdej z nich z obydwóch stron płytki i po pokryciu fluksem, pocynowaniu tak przygotowanych miejsc. Po wykonaniu tego procesu dla wszystkich przelotek, płytka jest myta kolejny raz w celu usunięcia pozostałości chemii fluksa, co jest niezbędne przed zabezpieczeniem kocowym płyty lakierem poliuretanowym.
Zdjęcie poniżej pokazuje płytkę PCB z naprawionymi warstwami przewodzącymi oraz po zamontowaniu wymienionych, bądź zregenerowanych elementów elektronicznych, a także częściowym pokryciu warstwą antyadhezyjną (w tym przypadku jednoskładnikowym lakierem poliuretanowym, którego kolejne warstwy zostaną naniesione na płytkę metoda natryskową).
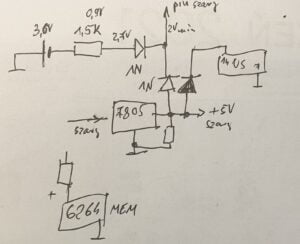
Po zabezpieczeniu płytki przed ponownym narażeniem na ewentualny kontakt z cieczą dokonaliśmy również sprawdzenia połączeń w newralgicznych miejscach płyty, wykorzystując do tego celu wykonane wcześniej uproszczone schematy połączeń, takie jak ten przykładowy, pokazany poniżej.
Naprawa płyty PCB – Rekonstrukcja wielowarstwowej płyty CPU sterownika wysokiego składowania, po zalaniu wodą.
Poniżej przedstawiamy Państwu, w kilku krokach, proces naprawy płytki drukowanej zniszczonej poprzez długotrwałe utlenianie się miedzi (pot. śniedź) na skutek korozji wywołanej obecnością wody w obrębie uszkodzonego fragmentu płyty. Uszkodzenie takie, wbrew pozorom jest zjawiskiem bardzo częstym i zachodzi głównie na płytkach PCB niezabezpieczonych antyadhezyjną warstwą ochronną (np. poliurethanem), tak jak to miało miejsce właśnie w tym przypadku . Czasami również i na zabezpieczonych płytach można zaobserwować korozję na skutek długotrwałego narażenia urządzenia na nieprzyjazne środowisko o krytycznym poziomie wilgotności, w takich przypadkach dotyczy to głównie uszkodzeń powstałych w obrębie złącz, konektorów, czy innych nawet masywnych elementów, których zabezpieczenie jest utrudnione lub w ogóle nie możliwe.
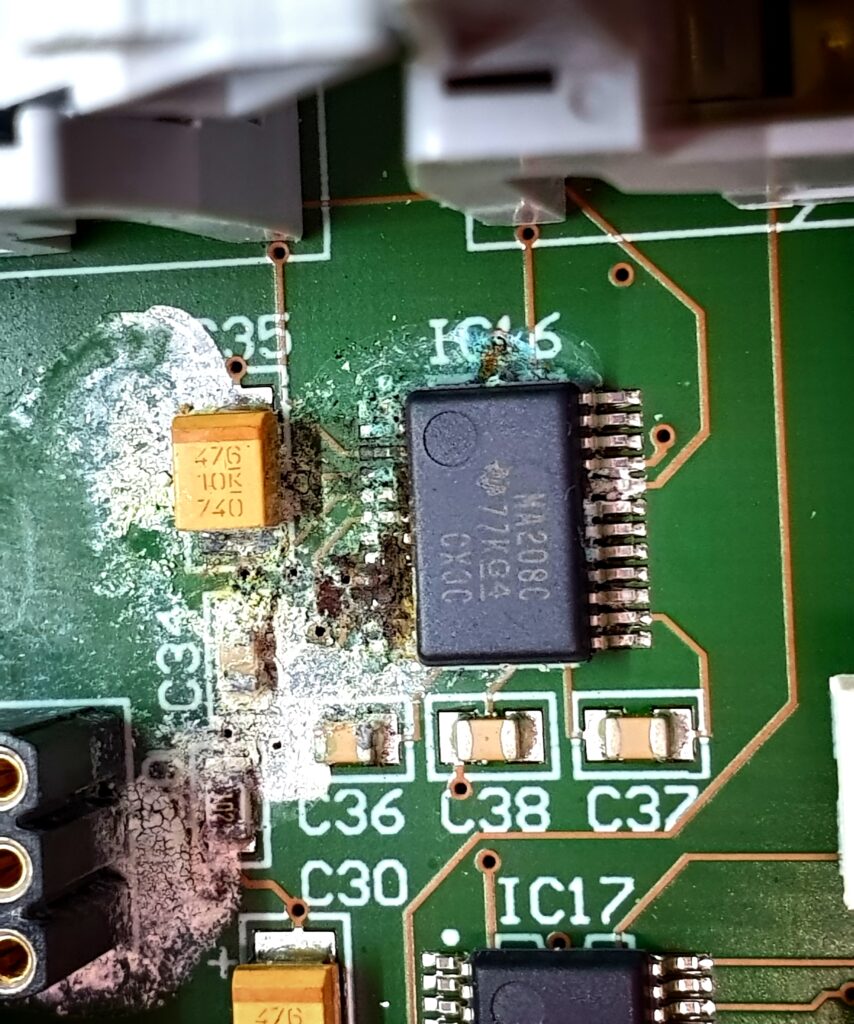
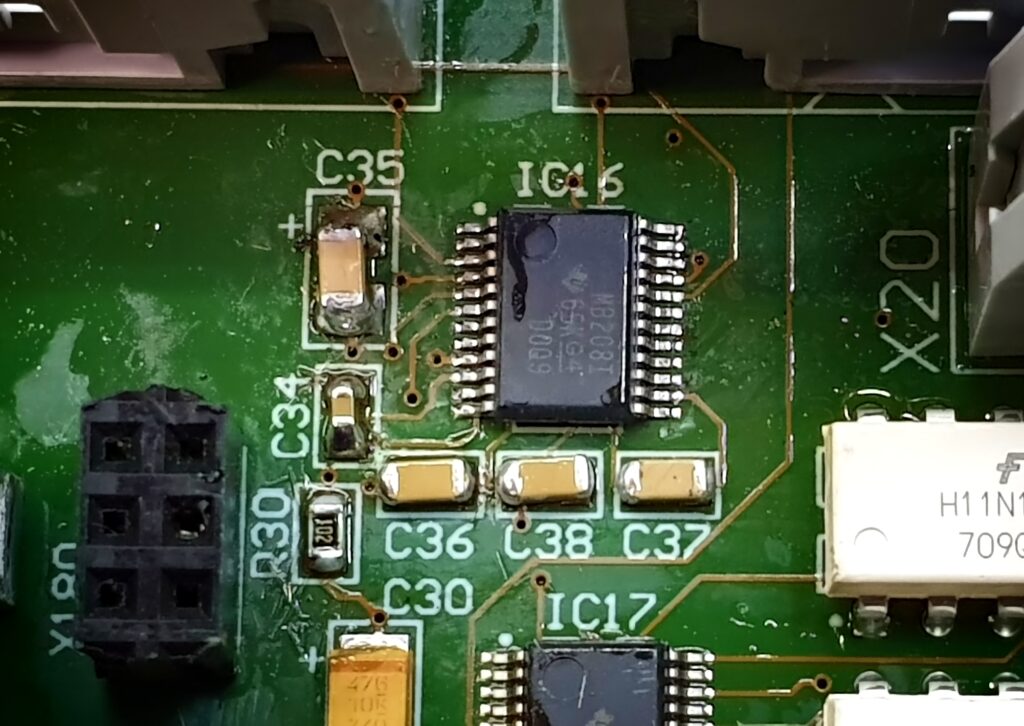
Pokazana na fot.1. płyta została przyjęta do naszego Serwisu w trybie awaryjnym, z objawem braku komunikacji CPU z otoczeniem, co zostało stwierdzone przez serwis fabryczny wezwany z powodu alarmu na panelu operatorskim maszyny i zatrzymania pracy urządzenia. Szybka diagnoza wizualna pozwoliła ustalić obszar i rodzaj uszkodzenia, co z kolei zaowocowało zaplanowaniem i podjęciem określonych czynności serwisowych zmierzających do usunięcia usterki.
fot.1 Wygląd fragmentu płyty przed przystąpieniem do naprawy.
Jak widać powyżej, uszkodzeniu uległ układ scalony odpowiedzialny za komunikację szeregową, wraz z elementami towarzyszącymi C36-C38 oraz C34. Elementy te zostały wytypowane do wymiany, a dodatkowo wymianie muszą ulec również: kondensator filtrujący zasilanie C35 (są już na nim widoczne początki korozji), rezystor R30 oraz pobliskie 6cio pinowe złącze listwowe (i tak wymaga ono wylutowania ze względu na widoczne podcieknięcia pod jego obudowę).
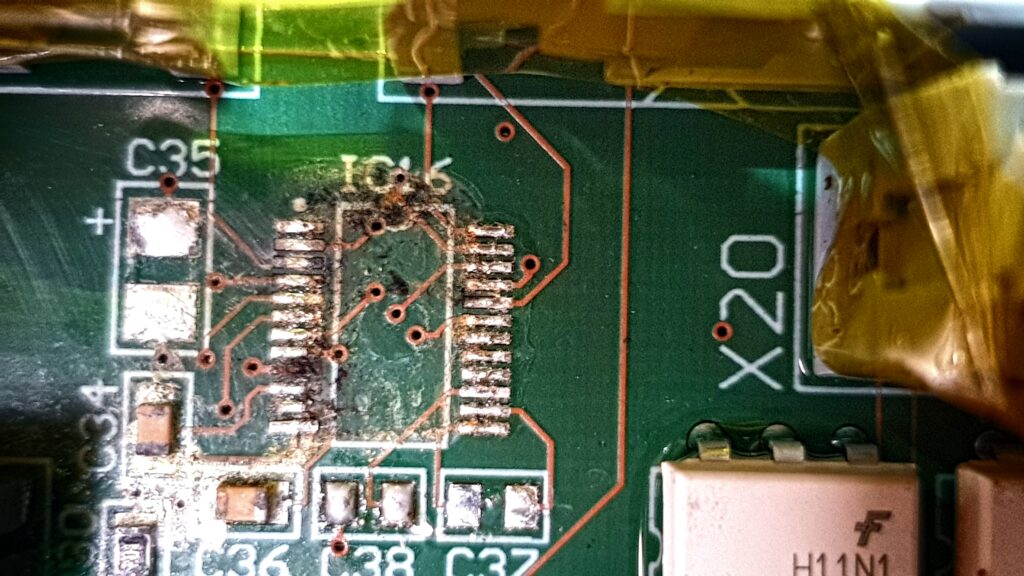
fot.2 Widok bezpośrednio po usunięciu skorodowanych elementów elektronicznych.
Fot.2 przedstawia stan płyty po usunięciu większości wytypowanych do wymiany elementów oraz zabezpieczeniu sąsiadujących fragmentów płyty (w tym delikatnych i nie odpornych na wysoką temperaturę złącz IDC) taśmą ochronną typu Capton, której zadaniem jest zabezpieczenie sprawnych elementów przed ewentualnymi uszkodzeniami, głównie termicznymi, podczas np. lutowania gorącym powietrzem. Na fot.3 dodatkowo możemy zauważyć liczne wżery i uszkodzenia skorodowanych padów (punktów lutowniczych elementów SMD), których sprawność i właściwości elektryczne zostaną przywrócone w toku dalszych czynności naprawczych.
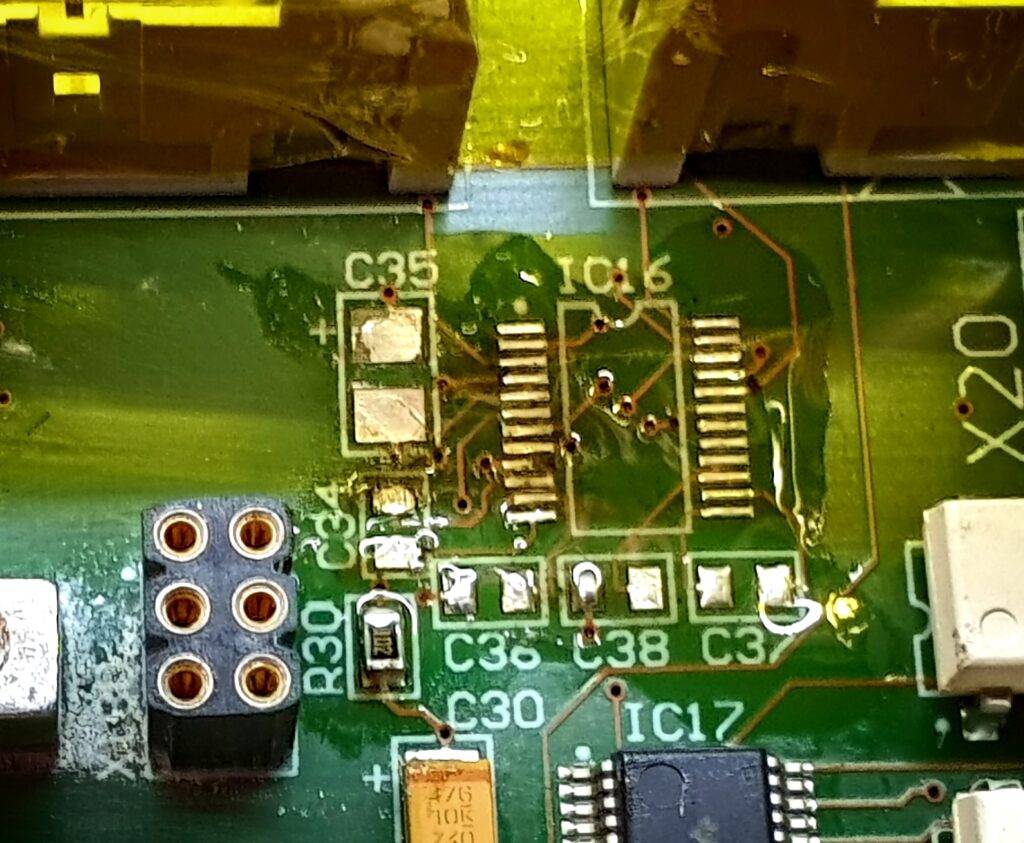
fot.3 Układ ścieżek i padów przygotowany do wlutowania nowych części.
Na fot.3 widzimy już zrekonstruowane pady większości podlegających wymianie elementów. Całość powleczona została odpowiednim fluxem żelowym a pady przygotowane do lutowania na nich nowych części. Zarówno wylutowanie uszkodzonych, jak i wlutowanie nowych elementów elektronicznych SMD odbywało się techniką mieszaną. Wykorzystano do tego celu zarówno lutownicę grzałkową małej mocy wyposażoną w grot szpilkowy (igłowy) o średnicy końcówki mniejszej niż 0,2mm, jak i technikę lutowania gorącym powietrzem (hot-air) z dyszą okrągłą o standardowej średnicy, stacja wyposażona jest w stabilizację temperatury i przepływu. Wylutowanie 6cio pinowego złącza listwowego zostało zrealizowane przy pomocy lutownicy grzałkowej z grotem typu „wkrętak” (szerokość płetwy 1,2mm) oraz odsysacza automatycznego Weller z końcówką o średnicy 2,5mm. W procesie wylutowywania użyto również preheatera (podgrzewacza na podczerwień) o temperaturze procesu ok. 200st.C. Użycie tego narzędzia było wygodne z uwagi na brak elementów SMD na płycie od jej dolnej strony (bottom), co znacznie przyśpieszyło proces. Temperatura procesu górnej warstwy płyty (warstwa elementów – top) zarówno przy wylutowywaniu, jak i wlutowywaniu elementów, nie przekraczała 440st.C. i była podyktowana pracą ze spoiwem bezołowiowym, którym była fabrycznie zlutowana naprawiana płyta. Podczas reworkingu (wymiany uszkodzonych części) użyta została cyna z dodatkiem ołowiu, typu „tinol” i temperaturze pracy 325st.C, co jest zgodne z dyrektywą RoHS, która dopuszcza użycie takiej cyny w procesach naprawczych elektroniki.
fot.4 Widok płyty po naprawie.
Na fotografii powyżej widać płytę po wlutowaniu elementów, wykonaniu wstępnego mycia nadmiaru fluxa oraz sprawdzeniu połączeń elektrycznych. Zostało, jak widać, wlutowane także nowe gniazdo listwowe, a taśma ochraniająca (Capton) została już usunięta. Po dokładnym ponownym umyciu i osuszeniu płyty, będzie ona gotowa do testów funkcjonalnych przeprowadzonych w warunkach warsztatowych, przed odesłaniem do Klienta w celu uruchomienia na maszynie.
Firma Elektronika Serwis wykonuje naprawy i rekonstrukcje niektórych płyt PCB wykonanych w technologii SMD, THT oraz mieszanej.
Należy pamiętać jednak, że nie wszystkie rodzaje uszkodzeń takiej płyty są możliwe do naprawy i przy tym opłacalne ekonomicznie. Głównymi przyczynami niezakwalifikowania do serwisu są: – uszkodzenia elementów uniemożliwiające ich identyfikację, w których mimo analizy układu i na podstawie własnego doświadczenia, nie jesteśmy w stanie określić typu uszkodzonej części. – uszkodzenia przelotek (vias) na płytach wielowarstwowych, gdzie uszkodzeniu uległo połączenie pomiędzy jedną z warstw niewidocznych (wewnętrznych). – niektóre uszkodzenia połączeń ścieżek na którejś z warstw wewnętrznych. – masywne, rozległe uszkodzenia płyty obejmujące wiele warstw ścieżek i uszkodzenia laminatu (kanwy PCB), powstałe np. w skutek pożaru lub bardzo wysokiej temperatury działającej punktowo.